

16 Jun Vibratory Finishing Glossary
The vibratory finishing glossary below provides engineering-level definitions for the most important terms used in industrial mass finishing, deburring, and surface treatment. Whether you are evaluating a new finishing process, optimizing an existing line, or specifying machine parameters, understanding this terminology is essential for accurate communication between process engineers, production managers, and equipment suppliers.
In This Article
Core Process Terminology
Vibratory Finishing
Vibratory finishing is a mass finishing process in which parts, finishing media, and liquid compound are loaded into a vibrating bowl or trough. The vibratory motion of the machine creates a toroidal or helical flow pattern that causes media and parts to rub against each other continuously, removing burrs, smoothing surfaces, rounding edges, and improving surface texture. The process is used across CNC machining, automotive, aerospace, fasteners, and medical manufacturing.
Mass Finishing
Mass finishing refers to any batch or continuous surface treatment process in which a large number of parts are finished simultaneously using abrasive or non-abrasive media. Vibratory finishing is one of the most widely used mass finishing methods. Others include centrifugal disc finishing, barrel tumbling, and drag finishing.
Deburring
Deburring is the removal of burrs, which are small raised edges or projections of material left on a part after machining, stamping, casting, or laser cutting. In vibratory finishing, deburring action is produced by media abrasion against part edges. The rate and intensity of deburring depend on media type, media size, compound chemistry, machine amplitude, and cycle time.
Edge Rounding
Edge rounding is the controlled blunting or radiusing of sharp part edges during the finishing process. The degree of edge rounding achieved depends on media shape, media abrasiveness, cycle time, and machine intensity. Edge rounding is often specified by a radius value in micrometers or millimeters and is important in aerospace and medical applications where sharp edges create stress concentration or handling risk.
Surface Smoothing
Surface smoothing reduces the surface roughness of a part by removing peaks and asperities from the workpiece surface through media contact. The achievable surface roughness after vibratory finishing depends on the initial surface condition, media abrasive grade, compound type, cycle duration, and machine settings. Actual Ra values require validation through sample testing and cannot be guaranteed without application-specific process development.
Burnishing
Burnishing is a finishing action that compresses and smooths the surface without significant material removal. In vibratory finishing, burnishing is typically performed using non-abrasive or low-abrasive media, often in combination with a burnishing compound or liquid. The result is a bright, smooth surface with a slight reflective finish. Burnishing is common in the production of fasteners, jewelry, and decorative hardware.

Machine and Equipment Terms
Circular Vibratory Finishing Machine
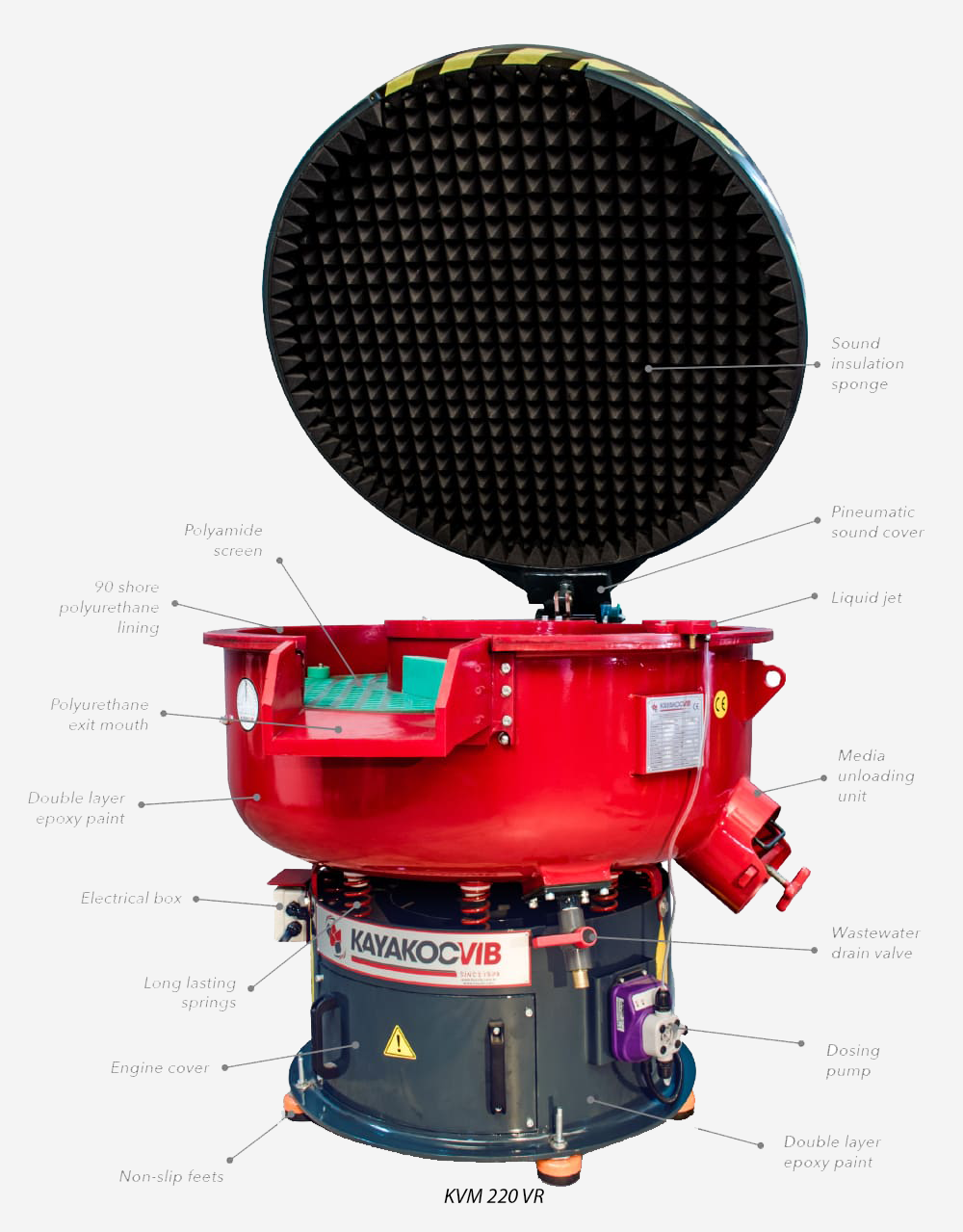
A circular vibratory finishing machine uses a round bowl with an eccentric vibrating motor to create toroidal media flow. Parts and media rotate continuously around the bowl while the vibratory action causes constant surface contact. This machine type is suitable for small to medium parts in batch or continuous operation. The KAYAKOCVIB KVM series is an example of an industrial circular vibratory finishing machine used across general manufacturing, CNC machining, and fastener production.
Trough Vibratory Finishing Machine
A trough vibratory finishing machine uses an elongated U-shaped or rectangular channel instead of a round bowl. This configuration is preferred for long, large, or delicate parts that could be damaged or do not move properly in a circular bowl. The trough geometry provides more controlled part flow and lower impact forces in many configurations.
Amplitude
Amplitude is the peak displacement of the machine bowl or trough during vibration, typically measured in millimeters. Higher amplitude generally increases media aggressiveness and cutting action. Lower amplitude produces gentler finishing, which is preferred for delicate parts, thin-walled components, or final polishing stages. Amplitude is adjusted by modifying the eccentric weight position on the vibration motor.
Frequency
Frequency refers to the number of vibration cycles per second, measured in hertz (Hz). Most industrial vibratory finishing machines operate at 50 or 60 Hz depending on the local electrical supply. Some machines allow frequency adjustment through variable frequency drives (VFDs), which enables fine-tuning of media flow speed and finishing intensity.
Load Capacity
Load capacity is the maximum working volume or weight of parts and media that a vibratory machine can process per cycle. Machines are typically rated in liters of working volume. Overloading reduces media flow efficiency and can result in uneven finishing or part damage. Underloading may cause excessive impact between parts. Correct loading is typically between 75 percent and 90 percent of the rated working volume, though exact recommendations depend on the specific machine and application.
Separator
A separator is a machine used to separate finished parts from finishing media after the vibratory process is complete. Separation is typically achieved using a vibrating screen with apertures sized between the media dimensions and the part dimensions. Reliable separation requires correct media-to-part size ratio selection at the process design stage.
Media Terminology
Finishing Media
Finishing media are the abrasive or non-abrasive bodies that contact the workpiece surface during the finishing process. Media transmit the machine vibration energy to the part surface, producing cutting, smoothing, or burnishing action depending on media composition and hardness. Media selection directly determines the surface result and is one of the most critical process variables.
Ceramic Media
Ceramic media are composed of abrasive grain bonded in a ceramic matrix. They are harder and more aggressive than plastic media and are generally preferred for steel, stainless steel, cast iron, and other ferrous materials that require strong deburring or efficient surface smoothing. Ceramic media are available in a wide range of shapes including triangle, cylinder, ellipse, star, and cone, each suited to different part geometries.
Plastic Media
Plastic media are composed of abrasive grain bonded in a polyester or urea resin matrix. They are softer and less aggressive than ceramic media and are generally preferred for aluminum, zinc alloys (zamak), copper, brass, and other non-ferrous or softer materials. Plastic media produce less dimensional change on sensitive part surfaces and are suitable for parts where controlled material removal is required.
Media Shape
Media shape influences the contact geometry between the media body and the workpiece surface. Triangular and cylindrical media provide good general-purpose cutting and are widely used for flat and prismatic parts. Elliptical and satellite shapes are effective for parts with recesses and internal features. Cone and angle-cut cylinder shapes can access smaller radii. Media shape selection should account for part geometry to avoid media lodging risk.
Media Lodging
Media lodging occurs when finishing media becomes trapped in a hole, slot, recess, or internal channel of the workpiece and cannot be removed during normal separation. This is a process risk that must be evaluated at the design stage. Lodging risk increases when hole diameters are close to or smaller than the media dimensions. Correct media sizing and shape selection, combined with inspection after finishing, are used to manage this risk.
Media-to-Part Ratio
The media-to-part ratio is the volumetric proportion of finishing media relative to the parts in the machine load. Common ratios range from approximately 2:1 to 10:1 depending on part size, geometry, and required surface quality. Higher media ratios generally reduce part-to-part contact and improve finishing uniformity. Actual ratio requirements should be determined through process trials.
Compound and Chemistry Terms
Finishing Compound
A finishing compound is a liquid chemical formulation added to the vibratory process to assist cutting, cleaning, degreasing, brightening, or corrosion inhibition. Compound type and concentration are selected based on the base material, media type, and desired surface result. Incorrect compound selection can reduce finishing efficiency, cause discoloration, staining, or inadequate deburring performance.
Deburring and Polishing Liquid
Deburring and polishing liquids are process chemicals formulated to support abrasive cutting action while maintaining part cleanliness. For steel and iron parts, a typical choice is a deburring and polishing compound such as the 943-type formulation used with ceramic media. For aluminum and zamak parts, a polishing liquid such as the 085-type formulation is typically used with plastic media to support surface improvement while managing the softer material properties.
Degreasing Compound
A degreasing compound removes machining oils, cutting fluids, and contamination from part surfaces during the finishing process. The 028-S degreasing liquid is commonly used alongside deburring compounds in standard vibratory finishing cycles for both ferrous and non-ferrous parts. For yellow metals such as copper and brass where heavy oxide or scale is present, the more acidic 028-type degreasing formulation may be selected.
Compound Concentration
Compound concentration is the dosing rate of liquid compound relative to the water flow rate in the finishing machine. Concentration affects foam level, pH, cutting efficiency, and surface brightness. Too low a concentration may result in inadequate cleaning or slow cutting. Too high a concentration may cause excessive foam, media wear, or surface discoloration. Correct concentration is established through process development and regular monitoring.
Water Flow Rate
The water flow rate controls the dilution of compound in the machine and also assists in flushing swarf, debris, and spent compound from the process. Higher water flow rates generally produce cleaner results but increase wastewater volume. Many industrial facilities recycle process water using wastewater treatment systems to reduce chemical consumption and water disposal costs.
Surface Quality Terms
Surface Roughness (Ra)
Surface roughness Ra is the arithmetic mean deviation of the surface profile from the mean line, measured in micrometers. Ra is the most commonly used surface quality indicator in vibratory finishing specifications. Achievable Ra values depend on initial part surface condition, media type and grade, compound selection, cycle time, and machine settings. Results must be validated through sample testing for each specific application.
Burr Height
Burr height is the measured height of a burr above the nominal part surface, typically expressed in micrometers or millimeters. Vibratory finishing is effective for removing small to medium burrs produced by machining, stamping, and casting operations. Very large burrs, heavy flash, or gate stubs may require pre-trimming or a separate mechanical operation before vibratory finishing can achieve the required result.
Edge Break
Edge break refers to the removal of the sharp 90-degree edge condition left after machining or cutting. An edge break may be specified as a chamfer, a radius, or simply as a controlled blunting to remove the sharp arris. Vibratory finishing produces a natural edge break through media abrasion and is widely used for this purpose in CNC machined and stamped parts.
Process Parameter Terms
Cycle Time
Cycle time is the duration of a finishing batch from loading to media separation. Cycle times in vibratory finishing typically range from a few minutes for light polishing to several hours for heavy deburring or surface improvement operations. Cycle time is influenced by initial part condition, required surface quality, media type and grade, machine amplitude, and compound activity. Actual cycle times must be established through process development and sample trials.
Wet Finishing
Wet finishing refers to vibratory processing with a continuous or intermittent supply of water and liquid compound. Most industrial vibratory finishing operations are wet processes because water and compound assist cutting, prevent media glazing, keep surfaces clean, and control process temperature. Wet finishing produces wastewater that must be managed appropriately.
Dry Finishing
Dry finishing refers to vibratory processing without liquid compound addition. Dry processes are typically used for light burnishing, surface brightening, or the application of dry polishing granules or corn cob media. Dry finishing does not produce liquid wastewater but generates dry dust and debris that must be managed through filtration.
Process Intensity
Process intensity describes the combined effect of machine amplitude, frequency, media type, media load, and compound activity on the rate of material removal and surface change. Higher intensity produces faster deburring and stronger edge rounding but may cause excessive material removal on sensitive parts. Lower intensity is preferred for finishing stages, polishing, or when tight dimensional tolerances must be maintained.
Vibratory Finishing Glossary Reference Table
| Term | Category | Engineering Significance |
|---|---|---|
| Amplitude | Machine parameter | Controls aggressiveness of media action |
| Ceramic media | Media selection | Preferred for ferrous metals requiring strong deburring |
| Plastic media | Media selection | Preferred for aluminum, zamak, and soft non-ferrous parts |
| Ra (surface roughness) | Quality parameter | Primary surface quality indicator after finishing |
| Media-to-part ratio | Process variable | Affects finishing uniformity and part-to-part contact |
| Compound concentration | Chemistry variable | Controls cutting efficiency, cleaning, and surface result |
| Cycle time | Process parameter | Determines production throughput and surface quality achieved |
| Media lodging | Process risk | Must be evaluated by part geometry and media sizing |
| Edge rounding | Surface quality | Controlled radiusing of sharp machined edges |
| Separator | Equipment | Required for part-media separation after finishing |
Frequently Asked Questions
What is the difference between ceramic and plastic finishing media?
Ceramic media are harder and more aggressive, making them suitable for steel and ferrous materials. Plastic media are softer and are generally preferred for aluminum, zamak, and other soft non-ferrous materials where controlled material removal is required.
What does amplitude control in a vibratory finishing machine?
Amplitude controls the displacement of the machine bowl during vibration. Higher amplitude increases media aggressiveness and cutting speed. Lower amplitude produces gentler action, which is preferred for delicate parts or final polishing stages.
How is cycle time determined in vibratory finishing?
Cycle time depends on initial part condition, required surface quality, media type, compound activity, and machine settings. It must be established through process development and sample testing. There is no universal standard cycle time for all applications.
What causes media lodging and how is it prevented?
Media lodging occurs when media dimensions are close to or larger than hole or slot dimensions in the workpiece. It is prevented by selecting media with dimensions clearly smaller than the smallest internal feature, and by using a media shape that does not align easily with the opening geometry.
What is the role of finishing compound in vibratory finishing?
Finishing compound assists cutting action, cleans part surfaces, prevents media glazing, and in some formulations adds corrosion inhibition or brightness. Correct compound selection depends on base material, media type, and required surface result.
Conclusion
A working command of the vibratory finishing glossary is an engineering foundation for anyone specifying, operating, or optimizing a mass finishing process. Terms such as amplitude, media-to-part ratio, compound concentration, and edge rounding are not interchangeable concepts but specific process variables that each independently influence the final surface result. For production engineers selecting media for aluminum versus steel parts, choosing between circular and trough machine configurations, or troubleshooting inconsistent surface quality, precise use of these terms enables faster root cause analysis and more reliable process control. All process parameters discussed here require validation through application-specific sample testing before full production implementation.
Sorry, the comment form is closed at this time.