

02 Jul Vibratory Finishing
Vibratory finishing is a mass finishing process in which parts are placed together with abrasive or polishing media inside a vibrating tub or bowl. The vibratory motion creates a controlled scrubbing action between media and parts, removing burrs, sharp edges, oxide layers, and surface roughness without the need for manual intervention. The process is widely used across CNC machining, automotive, aerospace, fastener, and general manufacturing industries for consistent and repeatable surface treatment at production scale.
In This Article
What Vibratory Finishing Actually Does
At its core, vibratory finishing is a controlled abrasion process. The machine imparts an orbital or linear vibratory motion to the working bowl or trough, causing the media and parts mass to move in a slow, continuous helical flow. This relative motion between media and part surfaces generates the cutting, smoothing, or polishing action depending on media type, compound chemistry, and process settings.
The process does not work on individual parts in isolation. It works on a mass of parts and media together. This is what distinguishes mass finishing from single-part grinding or manual polishing. The result is that hundreds or thousands of parts can be processed simultaneously in a single machine cycle, making the process well suited for high-volume production.
The process can achieve several finishing objectives depending on how it is configured. Deburring removes machined or stamped burrs and sharp edges. Edge radiusing creates controlled radii on part edges. Surface smoothing reduces surface roughness left by machining, casting, or forging. Descaling removes oxide layers or light scale. Polishing improves surface brightness and reflectivity. The same machine and media type can serve different functions depending on abrasive grade, compound chemistry, cycle time, and machine settings.
Process Sequence from Load to Unload
Understanding vibratory finishing requires following the full process sequence from part loading to final unloading. The sequence below reflects a standard wet vibratory finishing operation, which is the most common configuration in industrial use.
- Parts are loaded into the vibratory bowl or trough together with the selected finishing media. The media-to-parts ratio by volume is a critical parameter. A ratio of approximately 2:1 to 4:1 media to parts is typical in many applications, but the correct ratio depends on part geometry, weight, and sensitivity.
- The machine is started. Vibration amplitude and frequency are set according to the process requirement. Higher amplitude and frequency increase cutting intensity and reduce cycle time but also increase the risk of part-on-part contact for delicate parts.
- Process compound and water are introduced continuously or in a fixed dosing cycle. Compound maintains the correct chemical environment, prevents corrosion during processing, lubricates the media-part interface, suspends removed material, and flushes swarf out of the machine through the drain system.
- The mass flows in a continuous helical pattern. Parts circulate through the media, receiving consistent surface treatment on all accessible surfaces. Cycle time runs from a few minutes for light deburring with centrifugal assistance, to several hours for heavy deburring or fine polishing with standard vibratory machines.
- At cycle end, a discharge gate or separation screen is activated. Parts and media pass over the separator. Media falls through the screen openings and is returned to the machine. Finished parts are collected at the separator outlet.
- Parts are washed to remove compound residue, media fines, and surface contamination. Washing may be performed in a drum washer, pressure washing system, or ultrasonic cleaner depending on part geometry and cleanliness requirements.
- Parts are dried. Drying removes surface moisture to prevent flash rusting on ferrous parts or water spotting on non-ferrous materials. Drying is typically performed in a vibratory drying machine loaded with dry organic media such as corncob or walnut shell.
Machine Types and Selection Logic
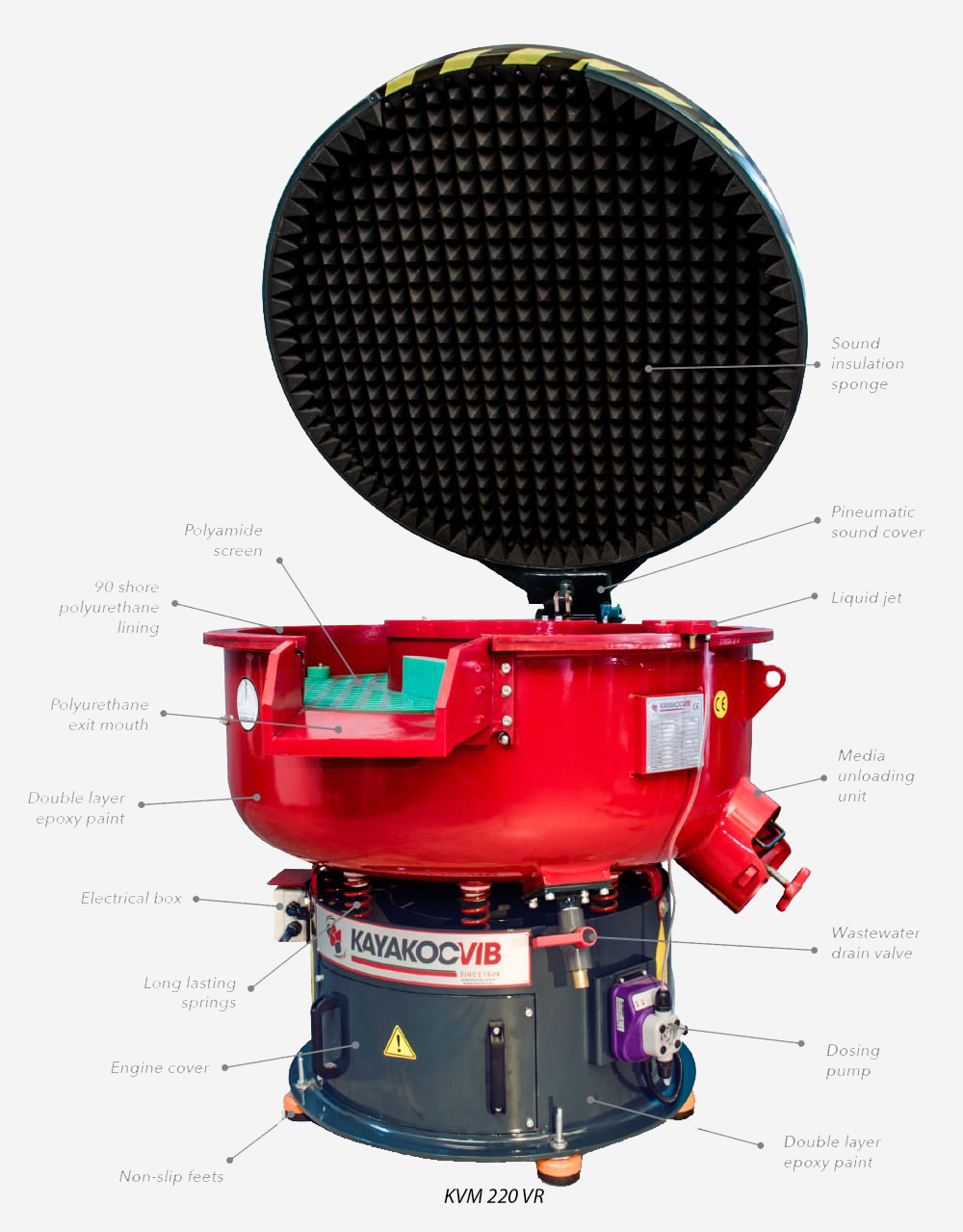
Two primary machine configurations are used in industrial vibratory finishing. Circular vibratory finishing machines use a round bowl with a central vibrating mass. Parts and media flow in a toroidal pattern around the bowl. This configuration suits a wide range of part sizes and geometries and is the most common machine type for general deburring, polishing, and surface smoothing of small to medium parts. The KAYAKOCVIB KVM series represents this machine category and is used across fastener, CNC, automotive, and general manufacturing applications.
Trough vibratory finishing machines use an elongated U-shaped trough. Parts and media move in a helical path along the trough length. This configuration is better suited for long components, flat parts, or geometrically complex parts that would be at risk of damage or insufficient coverage in a circular bowl. For applications involving long shafts, profiles, or delicate flat stampings, a trough machine is often the more appropriate selection.
Machine working volume should be matched to batch size and part dimensions. An undersized machine creates part-on-part contact risk. An oversized machine may produce insufficient media pressure on parts, resulting in slow or uneven surface action.
Media Selection for Common Base Materials
Media selection is one of the most important process decisions in vibratory finishing. The wrong media type can produce poor results, excessive surface damage, or media lodging in part features. Media selection depends primarily on base material, part geometry, burr size, and target surface condition.
| Base Material | Recommended Media Type | Typical Media Shape | Process Chemical |
|---|---|---|---|
| Steel, Stainless Steel | Ceramic | Cylinder, Cone, Triangle | 943 deburring and polishing liquid, 028-S degreasing liquid |
| Aluminum, Zamak | Plastic | Cylinder, Cone, Pyramid | 085 deburring and polishing liquid, 028-S degreasing liquid |
| Copper, Brass | Ceramic or Plastic depending on hardness | Cylinder, Ball | 028 degreasing liquid |
| Mixed Metals (not recommended) | Process must be validated separately | Depends on primary material | Compound selected for primary material |
Ceramic media is harder and more abrasive, making it suitable for steel and iron parts that require aggressive burr removal or heavy surface conditioning. Plastic media is softer and cuts more gently, which is appropriate for aluminum, zamak, and other soft non-ferrous materials where surface damage from aggressive abrasion must be avoided. Mixing aluminum and steel parts in the same finishing batch should be avoided because the harder steel parts will damage the softer aluminum surfaces.
Media shape affects contact geometry. Triangular or angled shapes reach into inside corners and recesses. Cylindrical shapes provide broad surface contact and are effective for flat faces. Conical shapes work in medium to complex geometries. Shape selection must also account for lodging risk. Media that is larger than the smallest hole or slot on the part will prevent lodging but may leave unfinished areas in tight recesses.
Process Parameters That Control the Result
Surface quality and cycle time in vibratory finishing are controlled by a combination of machine and process parameters. Adjusting any one parameter affects the overall process result, and optimization typically requires systematic trial runs with representative parts.
Vibration amplitude controls the energy input to the media mass. Higher amplitude increases media pressure on parts and improves cutting rate, but excessive amplitude can cause part-on-part collision damage, particularly for thin or delicate parts. Amplitude is typically adjustable through eccentric weight settings on the vibration motor.
Vibration frequency affects media flow velocity. Higher frequency produces faster media circulation and more frequent contact events per unit time. Frequency is usually fixed at machine design but can be varied on some machine models.
Compound flow rate and concentration control the chemical environment inside the machine. Insufficient compound causes dry running, increased friction, media wear, and possible part discoloration. Excessive compound dilutes the chemical action and may reduce cutting efficiency. Compound dosing should be set to maintain a consistent wet finish on the media surface throughout the cycle.
Cycle time determines the cumulative amount of surface work performed on the parts. Short cycles produce light edge break and minimal surface improvement. Long cycles produce more aggressive material removal and finer surfaces. Target cycle time should be established through sample testing against the required surface condition specification.
Media-to-parts volume ratio affects how much media contact each part receives. At low ratios, parts contact each other more frequently, increasing the risk of impact marks. At high ratios, parts are well cushioned by media but machine utilization per batch is lower.
Washing, Drying, and Separation Considerations
Vibratory finishing in wet mode always requires a post-process washing step. Compound residue left on parts will cause staining, interfere with downstream coating adhesion, or produce visible deposits after drying. The washing method should be matched to part geometry. Simple geometries can be washed in drum washers or spray systems. Complex geometries with blind holes, threads, or undercut features may require pressure washing or ultrasonic cleaning to remove trapped residue from inaccessible areas.
Drying after wet finishing must be performed promptly, especially for ferrous parts. Delayed drying allows surface oxidation to begin within minutes in humid environments. Vibratory drying using dry organic media such as corncob granulate or walnut shell chips is the most common industrial approach. The organic media absorbs surface moisture through mechanical contact in a dryer bowl or trough. Drying cycle time depends on part geometry, surface area, and throughput volume.
Part-media separation is handled by a vibrating separator screen with aperture sized between the smallest media dimension and the largest part dimension. Screen selection requires verification that the smallest part cannot pass through the screen. For very small parts, separation strategy may need to be adjusted to prevent part loss.
Automation and Line Integration
Vibratory finishing can be integrated into continuous or batch production lines. In automated configurations, parts are conveyed from upstream machining or stamping directly into the finishing machine feed system. After finishing, parts pass through automated separation, washing, and drying stages before being conveyed to inspection or packaging.
Automated finishing lines reduce manual handling, improve cycle consistency, and enable continuous operation. Compound dosing, water flow, and discharge timing can be controlled by programmable logic controllers with recipe management, allowing different part families to be processed with stored parameter sets. Wastewater from the finishing and washing stages must be managed through a treatment or recycling system to meet environmental discharge requirements and reduce water consumption.
Frequently Asked Questions
What types of parts are best suited for vibratory finishing?
Vibratory finishing is well suited for small to medium metal parts produced by CNC machining, stamping, casting, forging, or sintering. Parts with accessible surfaces and no features that are smaller than the media size are the easiest to process. Very large, very thin, or highly delicate parts may require alternative approaches or process modification.
How is cycle time determined for a new part?
Cycle time for a new part is determined through sample testing. Representative parts are run with the selected media and compound, and surface condition is checked at defined intervals. The cycle time that achieves the required surface quality without over-processing the part is selected as the production parameter. Actual cycle time depends on material, burr size, media type, machine amplitude, and target surface condition.
Can vibratory finishing achieve specific Ra surface roughness values?
Vibratory finishing can significantly reduce surface roughness depending on starting condition, media grade, compound, and cycle time. However, specific Ra values are not guaranteed and must be validated through process testing. Coarser media produces faster material removal with moderate surface improvement. Finer media or polishing media produces lower roughness values at the cost of longer cycle time. Final surface roughness capability must be confirmed for each specific application.
What is the difference between circular and trough vibratory machines?
Circular vibratory machines have a round bowl where parts and media flow in a toroidal pattern. They are well suited for small to medium parts in high-volume production. Trough vibratory machines have an elongated working channel and are better suited for long, large, or geometrically sensitive parts that would not be adequately processed in a circular bowl. Machine selection depends on part geometry, weight, and production volume.
Related Machine and Process Resources
Related Video Demonstration
Conclusion
Vibratory finishing remains one of the most practical and scalable surface finishing methods available for metal part production. Its ability to process large quantities of parts simultaneously with consistent results makes it a standard process in CNC machining, automotive, aerospace, and fastener manufacturing. Process success depends on selecting the correct machine type, media, and compound for the specific base material, and on establishing validated process parameters through systematic sample testing. For any new application, media-to-parts ratio, amplitude, compound dosing, and cycle time should be optimized before committing to production release. When integrated with washing, drying, separation, and wastewater management stages, vibratory finishing can operate as a fully controlled and repeatable production process.
Sorry, the comment form is closed at this time.