

18 Jul Vibratory Finishing vs Centrifugal Finishing
Choosing between vibratory finishing vs centrifugal finishing is one of the most common process selection decisions in mass finishing. Both methods use loose abrasive media and liquid compounds to deburr, smooth, and refine metal surfaces, but they operate at different energy levels, suit different part types, and deliver different surface quality outcomes. Understanding the engineering differences between the two processes is essential before committing to a machine type or production configuration.
In This Article
Decision Context: When the Choice Matters
Many manufacturers default to vibratory finishing simply because it is more familiar. However, for small precision parts that require short cycle times or high surface quality, centrifugal disc finishing may be the more appropriate choice. The wrong selection can lead to insufficient deburring, excessive cycle times, part damage, or surface finish results that fall short of inspection requirements.
The selection decision depends on several interconnected factors: part size and geometry, material type, burr characteristics, required surface roughness, production volume, and available floor space. Each of these factors influences whether a circular vibratory machine or a centrifugal disc machine is better suited to the application.
How Each Process Generates Finishing Action
Vibratory finishing uses a bowl or trough that vibrates at a controlled frequency and amplitude. The vibration causes the media and parts to circulate in a toroidal or helical flow pattern. Parts are processed at relatively low pressure, and the finishing action is gentle and distributed across the entire part surface. Cycle times typically range from 30 minutes to several hours depending on the application, part material, and required result.
Centrifugal disc finishing operates on a fundamentally different principle. A high-speed rotating disc at the base of a stationary cylindrical chamber drives the media and parts upward along the chamber wall and back down through the center. This creates a continuous high-pressure sliding action between media and parts. The process intensity is significantly higher than vibratory finishing, which allows much shorter cycle times, commonly in the range of 5 to 20 minutes for applications that would take 60 to 120 minutes in a vibratory machine.
Main Selection Criteria
The table below summarizes the primary engineering differences that drive the selection decision between vibratory and centrifugal disc finishing.
| Selection Factor | Vibratory Finishing | Centrifugal Disc Finishing |
|---|---|---|
| Process intensity | Low to medium | High |
| Typical cycle time | 30 min to several hours | 5 to 20 minutes |
| Part size range | Small to large | Small to medium |
| Part geometry flexibility | High | Moderate |
| Surface quality potential | Good to very good | Very good to excellent |
| Risk of part-on-part contact | Low to moderate | Moderate to high for delicate parts |
| Batch or continuous operation | Both possible | Batch |
| Media volume relative to parts | High | High |
| Typical applications | General deburring, fasteners, castings, CNC parts | Precision parts, medical, aerospace, high-value components |
Part Geometry and Size Analysis
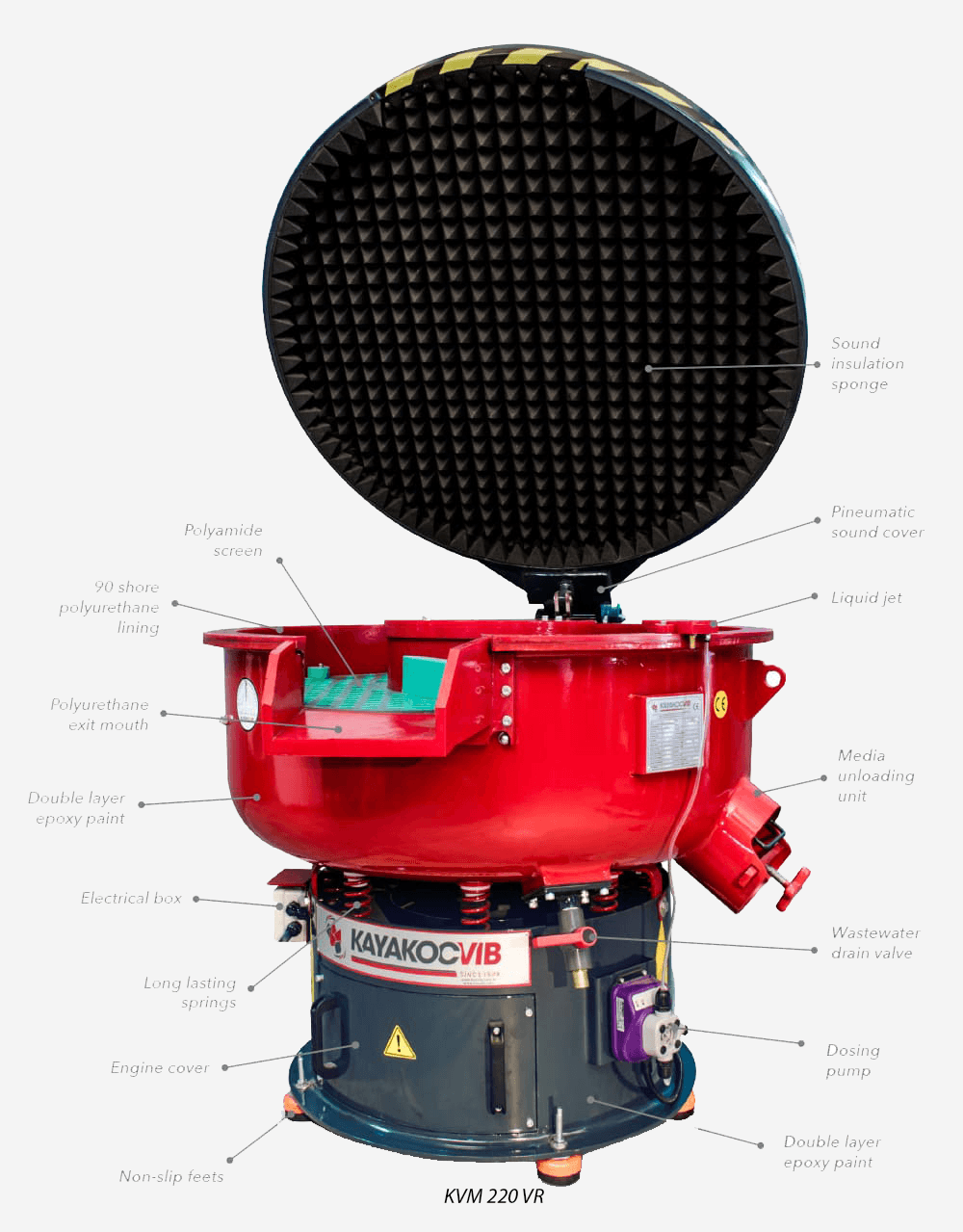
Vibratory finishing is highly versatile in terms of part size. Circular vibratory machines such as the KAYAKOCVIB KVM series can process a wide range of parts, from small stamped components to medium-sized die castings and CNC-machined housings. Trough-type vibratory machines extend this further to long or large parts that do not fit well in a circular bowl.
Centrifugal disc finishing is better suited to small and medium parts. The disc chamber geometry and the high-energy contact dynamics mean that large or heavy parts may not circulate correctly, and delicate thin-walled parts may be at risk of edge damage if the media-to-part ratio, disc speed, and media type are not carefully controlled. The KAYAKOCVIB KSM series centrifugal disc machines are designed for precision small-part applications where surface quality and short cycle times are the primary requirements.
Parts with deep recesses, blind holes, or complex internal channels require careful evaluation in both processes. Vibratory finishing at lower intensity reduces media lodging risk, but very small holes may still trap media. Centrifugal disc finishing at high disc speed can dislodge media from shallow features but may increase the risk of lodging in deep features due to the compressed contact dynamics.
Material and Burr Condition Considerations
Material hardness and burr characteristics are important factors in the vibratory finishing vs centrifugal finishing decision. For steel and stainless steel parts with medium to heavy burrs, vibratory finishing with ceramic cutting media and a deburring compound such as 943 liquid provides reliable material removal at controlled process intensity. For the same steel parts where faster cycle times are required, a centrifugal disc machine with ceramic media may be a practical alternative.
For aluminum parts, plastic media is generally preferred in both vibratory and centrifugal disc applications because aluminum is softer and more susceptible to surface scratching from aggressive ceramic media. Using 085 deburring and polishing liquid with plastic media in either machine type is a common approach for aluminum CNC parts and die castings. Mixing aluminum and steel parts in the same batch should be avoided in both processes due to the risk of iron contamination and galvanic staining on aluminum surfaces.
Light burrs from CNC turning or milling are efficiently removed in either process. Heavy flash from die casting or forging may require pre-trimming before introducing parts to either a vibratory or centrifugal disc machine, as very large burrs may overload media cutting capacity and result in inconsistent deburring across a batch.
Surface Quality and Finishing Capability
Both vibratory and centrifugal disc finishing can achieve significant surface roughness reduction, but the mechanisms differ. Vibratory finishing produces consistent surface improvement across the entire part surface through repeated low-pressure media contact over a longer cycle. Centrifugal disc finishing achieves faster surface improvement through higher contact pressure and sliding velocity, which is why it is often preferred for high-precision parts in medical device, aerospace fastener, and precision instrument manufacturing.
Surface roughness results in both processes depend on media type, media size and shape, compound chemistry, water flow rate, disc speed or vibration amplitude, cycle time, and the initial surface condition of the part. Specific Ra values achievable in production depend on all these variables combined and must be confirmed through sample testing and process validation rather than assumed from general benchmarks.
For polishing sequences requiring very fine surface finishes, centrifugal disc finishing typically reaches the target surface condition faster due to higher energy density. Multi-stage vibratory finishing with progressive media grades can achieve comparable results but requires longer overall process time and more machine capacity.
Production Volume and Throughput Logic
Vibratory finishing supports both batch and continuous flow production. Circular vibratory machines can be configured with built-in separators for continuous discharge of finished parts, which makes them well suited for high-volume production lines finishing fasteners, small turned parts, or stamped components. The ability to run continuously without stopping for unloading is a significant throughput advantage for high-volume applications.
Centrifugal disc finishing operates in batch mode. Each cycle is loaded, processed, and then discharged through the separation stage. Despite the shorter cycle time, very high-volume production may require multiple centrifugal disc machines operating in parallel if batch throughput needs to match continuous vibratory finishing lines. For moderate volumes of high-value precision parts, the short cycle time and high surface quality of centrifugal disc finishing usually justify the batch operation model.
Common Wrong Choices in Process Selection
One frequent mistake is applying vibratory finishing to small precision parts when the required cycle time and surface quality would be better served by centrifugal disc finishing. Manufacturers sometimes continue with vibratory machines because the equipment is already installed, accepting longer cycle times and inconsistent surface results rather than evaluating an alternative.
The opposite mistake is applying centrifugal disc finishing to large or fragile parts beyond the machine’s design range. Oversized parts may not circulate correctly in the chamber, leading to uneven finishing or part damage. Very delicate thin-walled aluminum or brass components may suffer edge deformation at high disc speeds if the media type, disc speed, and media-to-part volume ratio are not correctly matched to the part’s mechanical sensitivity.
Another common error is using ceramic media on soft metals such as aluminum or zinc alloy in centrifugal disc finishing, where the higher contact pressure amplifies the cutting action of hard ceramic media and may cause surface damage. Plastic media selection should be evaluated first for these materials in both process types.
Automation and Line Integration
Both vibratory and centrifugal disc finishing can be integrated into automated production lines. Vibratory machines with continuous separation and automatic compound dosing systems are well established in high-volume automotive and fastener manufacturing. Automated loading, separation, drying, and washing sequences can be built around both machine types.
After wet finishing, parts from either process type typically require rinsing and drying. Circular dryers integrated downstream of the finishing machine handle drying for small and medium parts. If parts require chip and compound residue removal from blind holes or complex geometries, pressure washing or ultrasonic cleaning may be added to the line before inspection.
Wastewater from both processes contains media fines, compound chemistry, and metal particles, and must be treated before discharge. A closed-loop wastewater treatment and recycling system reduces both environmental impact and ongoing water and chemistry costs, and is applicable regardless of whether the production line uses vibratory or centrifugal disc equipment.
Frequently Asked Questions
Which process is faster, vibratory or centrifugal disc finishing?
Centrifugal disc finishing is significantly faster in most applications. Typical cycle times are 5 to 20 minutes compared to 30 minutes to several hours for vibratory finishing. Actual cycle times depend on part material, burr size, media selection, and required surface quality.
Can centrifugal disc finishing replace vibratory finishing for all applications?
No. Centrifugal disc finishing is well suited for small to medium precision parts where short cycle times and high surface quality are the priorities. For large parts, very long parts, or high-volume continuous production applications, vibratory finishing remains the more practical solution.
Is media selection different between the two processes?
The same media types, ceramic and plastic, are used in both processes, but the choice of media shape, size, and density should account for the higher contact energy in centrifugal disc finishing. Media that performs well in vibratory finishing may produce different cutting rates or surface results in a centrifugal disc machine due to the higher process intensity.
Which process is better for medical or aerospace precision parts?
Centrifugal disc finishing is generally preferred for small high-precision medical and aerospace parts due to its higher surface quality potential and shorter, more controllable cycle times. However, the final process configuration must be validated through sample testing against the specific part and surface requirements of the application.
Related Process Equipment
Related Video Demonstration
Conclusion
The vibratory finishing vs centrifugal finishing decision is not a question of which process is universally superior, but which process is the correct engineering match for the specific part, material, burr condition, surface quality requirement, and production volume. Vibratory finishing offers flexibility, large batch capacity, and suitability for a wide range of part sizes and geometries. Centrifugal disc finishing offers significantly shorter cycle times, higher process intensity, and superior surface quality potential for small precision parts. Evaluating both options against the actual production requirements, and confirming the selected process through sample testing and validation, is the only reliable path to a correctly specified finishing line.
Sorry, the comment form is closed at this time.