

13 Jul Vibratory Finishing Parameters
Vibratory finishing parameters directly determine whether a production batch meets its surface quality specification or fails inspection. When results become inconsistent, cycle times extend without improvement, or surface roughness remains outside tolerance, the root cause is almost always traceable to one or more process variables that have drifted or were never correctly set. Understanding how each parameter interacts with part geometry, media type, compound chemistry, and machine mechanics is the foundation of any effective finishing optimization effort.
In This Article
Why Inconsistent Results Occur in Vibratory Finishing
Inconsistent surface quality in vibratory finishing is rarely caused by a single variable. Most production problems arise from the interaction of several parameters simultaneously. A change in incoming part condition, a shift in media wear state, a water flow rate that drifts between shifts, or a compound dilution ratio that varies between operators can each produce measurable changes in output quality. When these variables compound, the result is a finishing process that behaves differently from one batch to the next.
Common symptoms of parameter drift include inadequate burr removal, surface roughness that varies across a batch, media marks or scratches on finished parts, staining or discoloration after drying, and edge geometry that is inconsistent from part to part. Each symptom points toward a specific category of root causes that must be investigated systematically.
Machine Motion and Load-Related Root Causes
The vibratory action of a finishing machine is generated by an eccentric mass motor or vibration drive system. The amplitude and frequency of this motion control how aggressively the media mass moves relative to the parts. If amplitude is set too low, media and parts tumble together without sufficient relative motion, producing slow cutting and uneven contact. If amplitude is too high, parts may impact each other or against the bowl wall, causing dents, edge damage, or part-on-part marking.
Machine load is equally important. A circular vibratory machine operates correctly only within a defined load range. Underfilling the bowl reduces media pressure and slows the process. Overfilling restricts media circulation and creates dead zones where parts receive little finishing action. As a general guideline, the combined volume of media and parts should fill the bowl to approximately 80 to 90 percent of its working capacity, though the exact optimum depends on part geometry and media type.
Part-to-media ratio also affects surface quality. In most deburring and general finishing applications, a ratio of one part volume to five to ten volumes of media is typical. For delicate or thin-walled parts, a higher media-to-part ratio reduces part-on-part contact risk. For heavy steel parts requiring aggressive burr removal, a lower ratio may be acceptable if part damage is not a concern. The correct ratio must be confirmed through sample testing for each new part family.
Media-Related Causes of Surface Quality Problems
Media selection is one of the most consequential vibratory finishing parameters. The wrong media type, worn media, or contaminated media will consistently produce poor results regardless of how well other parameters are set.
For steel and stainless steel parts, ceramic media is generally preferred because it delivers the cutting force needed to remove harder burrs and improve surface condition efficiently. For aluminum, zamak, copper, and brass parts, plastic media is typically the correct choice because these softer metals are vulnerable to abrasive marks from aggressive ceramic compounds. Using ceramic media on aluminum can produce scratching and over-cutting that cannot be corrected at later stages.
Media wear is a frequently overlooked cause of process inconsistency. As ceramic or plastic media wears, its cutting surface changes and its geometry becomes rounded, reducing contact area and cutting rate. A process that was validated with fresh media will produce progressively different results as media ages. Regular media top-up or complete replacement is necessary to maintain consistent output. The rate of media wear depends on machine intensity, part material, compound chemistry, and production volume.
Media size and shape must be matched to part geometry. Larger media transfers more energy per contact but may not reach internal features or small recesses. Smaller media reaches tighter areas but may lodge inside holes or channels. Media lodging inside part cavities is a production defect that requires immediate investigation. If lodging occurs, the first corrective actions are to increase media size, change media shape, or reduce media-to-part ratio.
Compound and Water System Optimization
Finishing compound and water flow are active process variables that control cutting rate, surface chemistry, part cleanliness, and foam behavior. In wet vibratory finishing, compound is continuously dosed into the machine along with fresh water. The compound type, concentration, and flow rate all affect the final surface condition.
For steel and iron parts, compounds based on alkaline chemistry support cutting and deburring action while providing corrosion inhibition during the process. For aluminum and non-ferrous parts, a neutral or mildly alkaline compound formulated for soft metals protects the surface while supporting cutting. Mixing steel and aluminum parts in the same batch is not recommended because the chemistry required for each material is different, and media contamination between batches can affect surface results on subsequent runs.
Compound concentration that is too low reduces lubrication and cutting effectiveness, increases foam, and may cause staining. Concentration that is too high can cause excessive foam, drag on media motion, slower finishing, or chemical residues on parts after drying. Water hardness also affects compound performance. Hard water can cause scaling on machine surfaces and reduce compound effectiveness. If water hardness is above acceptable limits for the selected compound, water softening or compound adjustment is required.
Water flow rate must be sufficient to carry swarf and abraded media particles out of the bowl continuously. Insufficient flow allows swarf to accumulate, which coats media and parts with a fine abrasive paste that can produce scratching or dull the surface rather than finishing it. Excessive flow dilutes the compound below working concentration. Correct flow rate is typically calibrated during initial process setup and must be verified periodically.
Process Parameter Diagnostic Table
| Symptom | Probable Cause | Corrective Action |
|---|---|---|
| Incomplete burr removal | Low amplitude, worn media, insufficient cycle time, low compound concentration | Increase amplitude, replace media, extend cycle, adjust compound dosing |
| Part-on-part denting | High amplitude, low media-to-part ratio, incorrect media size | Reduce amplitude, increase media volume, use larger media |
| Surface scratching on aluminum | Ceramic media on soft metal, worn media, swarf accumulation | Switch to plastic media, increase water flow, clean bowl |
| Media lodging in part cavities | Media size too small relative to hole diameter | Increase media size, change media shape, review part orientation |
| Staining after drying | Compound residue, insufficient rinsing, hard water deposits | Add rinsing stage, check water quality, reduce compound concentration |
| Inconsistent Ra across batch | Uneven bowl loading, media wear variation, flow rate drift | Standardize loading procedure, top up media, calibrate water flow |
Cycle Time as a Process Control Variable
Cycle time is often used as a proxy for surface quality, but it is more accurately described as a dependent variable. The correct cycle time for a given application is determined by part material, burr size, initial surface condition, media type and age, machine intensity, and the target surface roughness. A cycle time that was correct three months ago may no longer be correct if media has worn or if incoming part condition has changed.
When cycle times are extended to compensate for poor results without investigating the underlying cause, the process becomes progressively less efficient. Over-processing can also damage parts, producing excessive edge rounding, dimensional change on precision features, or surface texture that is too smooth for downstream processes such as adhesive bonding or coating adhesion.
The correct approach is to define the target surface specification first, then set cycle time through sample testing under controlled conditions. Once validated, the cycle time should be treated as a fixed parameter and reviewed only when input variables change. Any change in media batch, compound supplier, machine amplitude setting, or part material specification should trigger a revalidation of the cycle time.
Parameter Tuning and Validation Sequence
When optimizing a vibratory finishing process, changes should be made to one variable at a time to isolate the effect on output quality. Changing amplitude, compound concentration, and media type simultaneously makes it impossible to identify which variable produced the improvement or regression.
A practical tuning sequence for troubleshooting begins with verifying machine amplitude and frequency against baseline settings, then checking media fill level and wear state, then inspecting water flow rate and compound concentration. If all mechanical and consumable parameters are within specification and results remain inconsistent, the investigation should move to incoming part condition, batch loading procedure, and operator-variable factors such as how parts are loaded and whether the loading weight is consistent.
After any corrective change is made, a minimum of three to five full production batches should be run and measured before a conclusion is drawn. Single-batch results are not statistically reliable for process validation in mass finishing.
Automation and Process Consistency
One of the most effective ways to stabilize vibratory finishing parameters across shifts and operators is to integrate automated compound dosing, water flow control, and timed cycle management into the machine control system. In manually operated finishing rooms, compound concentration and water flow are frequent sources of batch-to-batch variation because they depend on operator consistency.
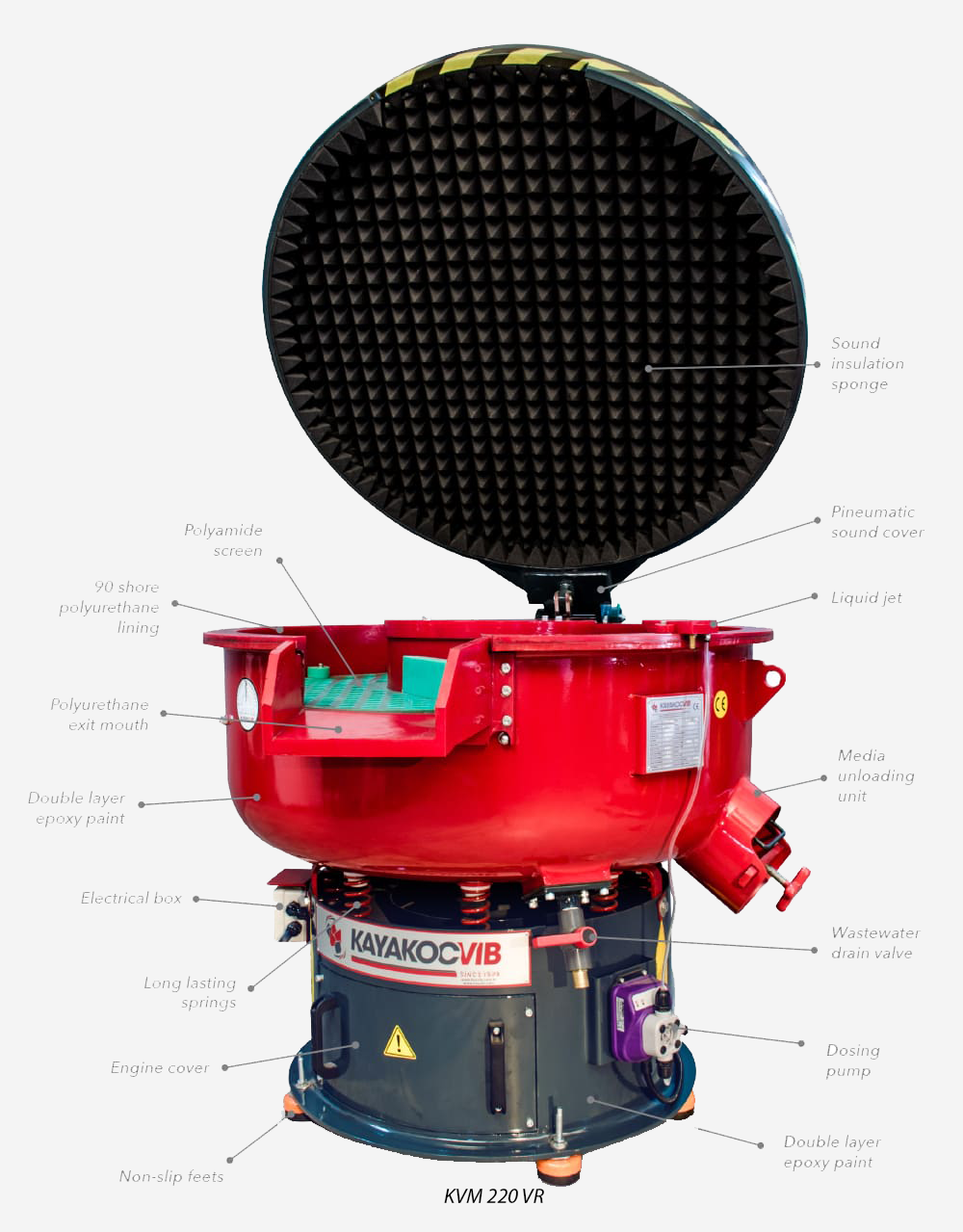
Automated finishing lines that include timed dosing pumps, flow meters, and PLC-controlled cycle management remove these human variables from the process. Circular vibratory machines such as the KAYAKOCVIB KVM series can be integrated into automated finishing lines that include separation, rinsing, and drying stages, which eliminates manual handling between process steps and reduces contamination risk between wet finishing and drying.
For high-volume production environments, consistent parameter control through automation is directly connected to surface quality repeatability. When a process is automated, deviations from baseline are easier to detect because the machine behavior is stable and any change in output quality is more clearly attributable to a consumable or part condition change rather than an operator variable.
Prevention Checklist for Vibratory Finishing Process Stability
- Verify machine amplitude and frequency at the start of each production week against the validated baseline.
- Check media fill level and top up as needed to maintain correct bowl loading.
- Inspect media wear state and replace or supplement media when cutting rate declines measurably.
- Calibrate compound dosing pump output and confirm concentration with a refractometer or titration test.
- Verify water flow rate and check for blockages in the inlet or drain system.
- Confirm part loading weight and loading procedure are consistent across operators and shifts.
- Inspect parts for media lodging after each cycle when processing parts with holes or slots.
- Review water hardness periodically and adjust compound or water treatment if hardness changes.
- Document any change in media batch, compound supplier, or part material specification and revalidate cycle time.
- Measure and record surface roughness from each production batch to detect drift before it causes rejections.
Frequently Asked Questions
What is the most common cause of poor deburring results in vibratory finishing?
The most common causes are worn media that has lost its cutting geometry, incorrect media type for the part material, amplitude set below the process requirement, or cycle time that is insufficient for the burr size and hardness. Worn media is frequently overlooked because it degrades gradually rather than producing a sudden change in output.
How often should vibratory finishing media be replaced?
There is no universal replacement interval. Media replacement frequency depends on production volume, part material, machine intensity, and media type. The correct approach is to monitor media cutting rate through periodic surface roughness measurements and replace or supplement media when performance falls below the validated baseline. Many production facilities track media consumption by weight per batch as a process control metric.
Can aluminum and steel parts be finished in the same vibratory machine?
Not in the same batch. Aluminum and steel require different media types and compound chemistry. Mixing them in the same batch risks abrasion damage to the aluminum and potential contamination of media with aluminum deposits that can affect subsequent steel batches. In a shared machine, a media and compound change procedure must be followed when switching between material types.
What causes staining on parts after vibratory finishing?
Staining is typically caused by compound residue that was not fully rinsed from the part surface before drying, by hard water mineral deposits, or by oxidation of the metal surface during the drying stage when compound residue is present. Corrective actions include adding a clean water rinsing stage before drying, reducing compound concentration, checking water hardness, and verifying drying temperature and duration.
Related Process Equipment
Related Video Demonstration
Conclusion
Controlling vibratory finishing parameters is an engineering discipline that requires systematic diagnosis rather than trial-and-error adjustment. The most effective optimization strategy begins with a clear understanding of which variables are within specification and which have drifted, followed by isolated corrective actions and structured revalidation. Media condition, compound chemistry, machine amplitude, bowl loading, and water system performance each play a distinct role in surface quality, and their interactions must be understood to maintain consistent results. When vibratory finishing parameters are properly set, documented, and monitored, the process delivers repeatable surface quality across production volumes and shifts without requiring constant manual intervention.
Sorry, the comment form is closed at this time.