

02 Jul Surface Finishing Automation Line
A surface finishing automation line is an engineered production system that connects individual surface finishing machines, handling units, separation equipment, washing stations, and drying units into a continuous, controlled process flow. Rather than treating parts in isolated manual batches, an automation line moves parts through predefined process stages with minimal operator intervention. Understanding what makes these lines work reliably, and what causes them to underperform, is essential for any production engineer responsible for part quality and throughput consistency.
In This Article
What a Surface Finishing Automation Line Actually Does
The fundamental purpose of a surface finishing automation line is repeatability at production volume. A standalone vibratory machine operated manually can produce acceptable results on a good day, but results vary with operator loading habits, compound dosing errors, media condition, and batch timing. An automated line removes most of these variables by enforcing process parameters mechanically and electronically.
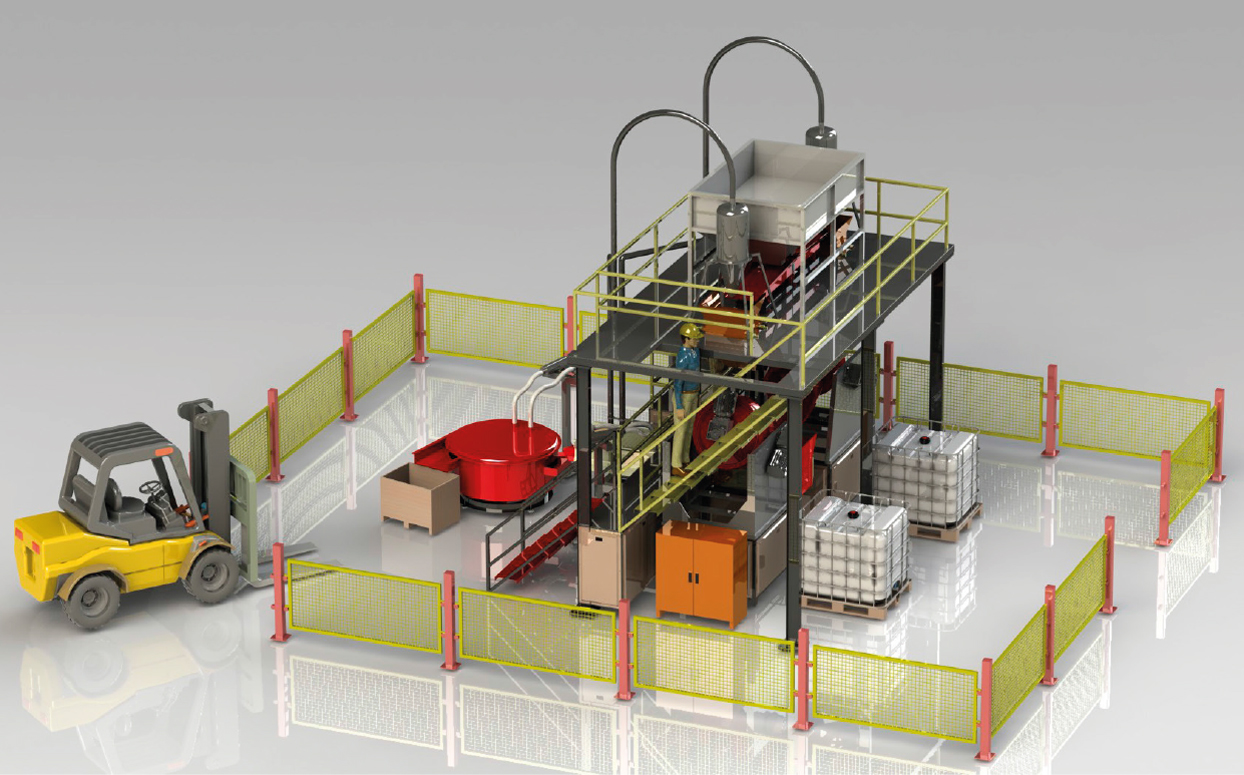
A complete line typically integrates one or more finishing machines, an automatic separation system, a washing or cleaning station, a drying unit, and a discharge conveyor or container filling station. Control is handled by a programmable logic controller that sequences machine operations, monitors fill levels, controls compound dosing pumps, and manages part flow between stations. The line runs continuously as long as raw parts are fed in and finished parts are discharged at the other end.
For high-volume applications such as fastener finishing, CNC turned parts, stamped automotive components, or sintered parts, this approach reduces labor cost per part, eliminates batch-to-batch inconsistency, and allows quality data to be captured at defined checkpoints.
Common Optimization Problems in Automated Finishing Lines
Many production facilities invest in a surface finishing automation line and find that actual performance falls short of expectations. The most frequent complaints are inconsistent surface finish, parts arriving at the discharge point with residual burrs, staining or discoloration, media lodging in part features, and cycle times that are longer than specified. Understanding the root cause category for each symptom is the starting point for effective optimization.
Inconsistent Surface Finish Across the Production Shift
Inconsistent results that appear gradually during a shift usually point to compound dosing drift, water flow variation, or media wear that was not accounted for in the process setup. Compound concentration in the process water affects both cutting action and the lubricating and brightening effect on the part surface. If the dosing pump output drifts or if water hardness varies between shifts, the surface finish result will shift with it.
The corrective action is to install a conductivity sensor or turbidity monitor in the process water circuit and link it to the dosing system. This closes the loop between actual compound concentration and pump output. Without this feedback, compound dosing is essentially open-loop and subject to drift.
Media wear is a slower variable. As ceramic or plastic media loses mass over weeks of operation, cutting force decreases and parts take longer to reach the target surface roughness. Automated lines should include a media volume monitoring routine, either by weight measurement at the separator or by timed top-up additions based on production hours. Neglecting media replenishment is one of the most common causes of gradual performance decline in continuous finishing lines.
Residual Burrs After the Finishing Stage
When parts exit the automation line carrying residual burrs, the first question is whether the burr size and type were within the process specification. Vibratory finishing removes fine edge burrs and machine marks effectively, but coarse burrs, rolled burrs with significant height, or hardened burrs from certain steel alloys may require a pre-processing step. If the automation line was designed around a typical burr specification and incoming part quality changes, the finishing result will degrade.
Process parameter adjustments that address residual burrs include increasing bowl amplitude or frequency for vibratory machines, switching to a more aggressive media type such as a higher grit ceramic triangle or pyramid shape, extending cycle time, or reviewing the media-to-parts ratio. A ratio that is too low reduces contact frequency between media and part surfaces. In circular vibratory machines, a media-to-parts ratio in the range of 3:1 to 5:1 by volume is typically used as a starting point, though the correct ratio depends on part geometry and density.
If burrs are concentrated on specific part features such as cross-drilled holes or internal edges, media geometry may be the dominant variable. Selecting a smaller media size or a shape that better accesses the problem feature often resolves localized deburring failures without changing the overall cycle time.
Staining and Discoloration After Washing
Staining after the washing stage is a common quality problem in automated finishing lines, particularly for steel, stainless steel, and aluminum parts. For steel parts, rust staining within minutes of discharge usually indicates that the washing compound has insufficient rust inhibitor concentration, that rinsing is incomplete, or that drying is too slow.
For aluminum parts, dark staining or smearing often results from alkaline compound residue that was not fully rinsed. Aluminum is sensitive to pH, and compound selection must account for this. Washing compounds and finishing compounds with strongly alkaline formulations can leave visible surface marks on aluminum even after rinsing if contact time or rinse water flow rate is insufficient.
Optimization steps for staining problems include verifying compound pH compatibility with the base material, increasing rinse water flow rate or adding a second rinse stage, reducing the time between washing and drying, and confirming that the drying temperature is sufficient for the production rate. In high-volume lines, parts that stack or nest in the dryer may retain moisture in contact zones, causing localized staining that appears after the parts have left the line.
Root Cause Categories for Automation Line Underperformance
When diagnosing an underperforming surface finishing automation line, it is useful to group potential causes into four categories before starting parameter changes. Making multiple adjustments simultaneously makes it difficult to identify which change produced the improvement.
| Root Cause Category | Typical Symptoms | Primary Investigation Points |
|---|---|---|
| Media and Compound | Inconsistent finish, staining, slow cutting | Media volume, wear state, compound concentration, pH, dosing pump calibration |
| Machine Parameters | Residual burrs, poor edge rounding, excessive noise | Amplitude, frequency, fill level, media-to-parts ratio |
| Part Handling and Flow | Part damage, lodging, uneven processing | Feed rate, part orientation in separator, conveyor speed, bowl loading |
| Washing and Drying | Staining, rust, residue, wet parts at discharge | Compound pH, rinse flow, drying temperature, dwell time |
Isolating the category first prevents unnecessary machine adjustments when the real problem is a dosing pump or a blocked rinse nozzle. Most automation line problems fall into the media and compound category or the washing and drying category rather than the machine itself.
Media Lodging in Automated High-Volume Lines
Media lodging occurs when finishing media becomes trapped inside part features such as blind holes, recesses, slots, or internal threads. In manual batch operations, lodging may be caught during visual inspection before discharge. In a surface finishing automation line running continuously, lodged media can pass undetected through washing and drying and reach the finished goods container.
Prevention requires attention at the line design stage. Part orientation during separation and discharge affects whether lodged media falls free under gravity. Separator screen aperture must be selected so that the smallest media piece cannot pass through but lodged media in the part will be dislodged by vibration during separation. Vibration amplitude at the separator stage is an important control point for lodging prevention.
If lodging persists after separator optimization, media size selection should be reviewed. Using media that is too small relative to the hole diameter of the part is the most common root cause of lodging. As a general rule, media size should be large enough that it cannot enter the deepest accessible feature of the part. Where part geometry makes it impossible to prevent lodging with standard media, a controlled part orientation fixture or a post-separation air blow-off station may be added to the automation line.
Parameter Tuning Sequence for Optimization
When optimizing a surface finishing automation line that is producing borderline results, changing parameters in a defined sequence reduces test time and avoids compounding variables. The following sequence applies to most vibratory-based automated lines.
- Verify compound dosing rate and concentration in process water before changing any machine parameter.
- Verify media volume and wear state. Replenish or replace media if volume has dropped more than 10 to 15 percent below the specified fill level.
- Check media-to-parts ratio by measuring actual part load weight against media volume in the bowl.
- Adjust machine amplitude or frequency only after confirming media and compound are within specification.
- If surface finish is acceptable but cycle time is longer than target, first increase compound concentration before increasing machine intensity.
- If edge rounding is insufficient, evaluate media geometry and size before extending cycle time.
- Verify washing compound concentration, rinse water temperature, and drying temperature independently before attributing staining to the finishing stage.
Documenting the result of each individual adjustment before making the next change is essential. Automation line optimization without a test log often produces a situation where the line improves but the reason is unknown, making the improvement unrepeatable if a machine is serviced or media is replaced.
Automation Line Design Considerations That Affect Optimization Range
Some optimization problems in a surface finishing automation line trace back to design decisions made before the line was installed. Understanding these design constraints helps production engineers set realistic optimization targets and identify when a line modification is needed rather than a parameter adjustment.
Feed rate flexibility is a common constraint. If the automation line was designed for a fixed production rate and the actual production mix includes parts with different geometries, the optimal cycle time for one part family may be incompatible with the feed rate set for another. Lines that must handle multiple part families benefit from a programmable recipe system that adjusts amplitude, cycle time, compound dosing rate, and separator vibration intensity for each part type automatically.
Washing system capacity is another frequent bottleneck. If the finishing stage produces parts faster than the washing unit can process and dry them, parts accumulate wet at the discharge, increasing the risk of staining. The washing and drying throughput must match or exceed the finishing stage output under worst-case conditions. In systems from suppliers such as KAYAKOCVIB, the automation line layout is engineered to balance throughput across all stages, but field modifications to production speed sometimes create imbalances that require washing system upgrades rather than parameter tuning.
Wastewater management also affects automation line sustainability. Continuous compound use generates process water that requires treatment before disposal. Integrating a wastewater treatment and recycling system into the line design from the start reduces operating cost and prevents environmental compliance issues. Retrofitting wastewater treatment to an existing line is possible but more complex than building it into the initial design.
Production Readiness Checklist for Automation Line Validation
Before releasing a newly commissioned or modified surface finishing automation line to full production, the following validation points should be confirmed through sample testing and process observation.
- Media type, size, and shape confirmed for target part material and burr specification.
- Media fill volume measured and within specified range for each machine in the line.
- Compound dosing pump calibrated and compound concentration verified in process water.
- Machine amplitude and frequency set to specification and verified with a vibration meter.
- Media-to-parts ratio verified at normal production feed rate.
- Separator screen aperture verified for both part-media separation efficiency and lodging prevention.
- Washing compound concentration, rinse water flow rate, and water temperature verified.
- Drying temperature and dwell time confirmed for the target production rate.
- Sample parts inspected for surface roughness, edge condition, cleanliness, and absence of lodged media.
- Cycle time measured end-to-end from raw part entry to finished part discharge.
- PLC recipe saved and locked for the validated process parameters.
Frequently Asked Questions
What is the main advantage of a surface finishing automation line over manual batch finishing?
The main advantage is process repeatability. An automated line enforces the same machine parameters, compound dosing, cycle time, and handling sequence for every part, eliminating the operator-dependent variation that affects manual batch operations. This is particularly important in high-volume applications where consistent surface quality is a production requirement.
What causes a surface finishing automation line to produce inconsistent results between shifts?
The most common causes are compound dosing drift, media wear that was not compensated, variation in incoming part condition, and water supply variation such as changes in hardness or temperature. A conductivity or turbidity feedback loop in the process water circuit and a structured media replenishment schedule address most shift-to-shift variation.
How should media be selected for an automated finishing line running mixed metal parts?
Mixed metal batches are generally not recommended because different materials require different compound formulations and media aggressiveness. If mixed processing is unavoidable, media selection should be based on the most sensitive material in the batch, typically aluminum or softer alloys, using plastic media with a compatible compound. Steel parts may be underprocessed in this configuration, which may require a separate finishing stage for heavier deburring requirements.
When is process parameter tuning not enough and a line modification is required?
Parameter tuning has limits. If the root cause is a machine capacity mismatch, a washing unit that cannot keep up with finishing output, an inadequate separator, or a feed system that loads parts incorrectly, no amount of amplitude or compound adjustment will resolve the problem. A line modification or equipment upgrade is required when the constraint is physical rather than parametric.
Related Process Equipment
Related Video Demonstration
Conclusion
Optimizing a surface finishing automation line requires a systematic approach that separates root cause categories before making parameter changes. Most underperformance in automated finishing lines traces to media wear, compound dosing drift, washing system limitations, or design constraints rather than fundamental machine problems. By validating media condition, compound concentration, machine parameters, and washing and drying performance as independent variables, production engineers can restore and maintain consistent output without unnecessary downtime or equipment replacement. A well-maintained and correctly validated surface finishing automation line delivers the repeatability, throughput, and surface quality that justify the investment in industrial automation.
Sorry, the comment form is closed at this time.