

03 Jul Optimize Vibratory Finishing Cycle Time
To optimize vibratory finishing cycle time, engineers must understand and control the interaction between machine amplitude, media type, compound concentration, water flow, and part loading density. Cycle time is not a fixed process constant — it is the output of a system where each variable either accelerates or slows the finishing result. When any one of these variables falls outside its effective operating range, cycle time extends, surface quality becomes inconsistent, or both problems occur simultaneously.
In This Article
Why Vibratory Finishing Cycle Time Varies
Cycle time variability is one of the most common production complaints in mass finishing operations. A process that worked well in one batch may produce underfinished parts in the next, or require significantly more time to reach the same surface condition. Understanding why this happens requires examining each input to the finishing system rather than adjusting only one parameter at a time.
The most frequent root causes of extended or inconsistent cycle time fall into four categories: incorrect or worn media, insufficient or excessive compound concentration, machine amplitude and frequency settings that do not match the process requirement, and part loading density that disrupts the mass flow inside the bowl or trough. Each of these causes has a different corrective path.
Media-Related Causes of Extended Cycle Time
Media selection directly controls cutting speed and surface conditioning intensity. In a typical deburring application on steel or stainless steel parts, ceramic media provides the abrasive action needed to remove burrs efficiently. For aluminum or softer alloy parts, plastic media with lower cutting energy is generally preferred to avoid over-cutting or surface damage. When media type does not match the base material or the required finishing stage, the process must run longer to compensate for the mismatch — or the target surface condition may never be reached at all.
Media wear is an equally important factor. As ceramic or plastic media ages, it loses its geometric edge sharpness and abrasive surface texture. Worn media produces a slower cut rate, which extends cycle time and can produce a different surface finish profile compared to fresh media. In high-volume operations, tracking media consumption and maintaining a consistent media-to-part volume ratio helps prevent this degradation from reaching production.
Media size and shape selection also affects how thoroughly the media contacts part geometry. Angular media shapes generally cut faster because they present sharper contact edges. Cylindrical and spherical shapes produce a gentler, more uniform result, which may be suitable for burnishing or final polishing stages but will extend cycle time when aggressive deburring is needed. Matching shape and size to the part geometry, including internal features, bores, and recesses, is part of media optimization.
Compound and Water Control
Finishing compound controls lubrication, coolant, and surface chemistry during wet vibratory finishing. Incorrect compound concentration — either too low or too high — can increase cycle time or cause surface quality problems. Too little compound reduces lubrication and allows media glazing to form on the workpiece surface, effectively reducing cutting efficiency. Too much compound can create excessive foam or form a lubricating film that reduces media abrasion and slows material removal.
For steel and iron parts, a deburring and polishing liquid such as a 943-type compound is commonly used at controlled dilution rates. For aluminum and zamak parts, an 085-type liquid compound is more appropriate because it is formulated for softer, more chemically reactive materials. A 028-S degreasing liquid supports oil and chip removal in both material groups at the start of a batch or when contaminated parts are processed.
Water flow rate should be set to maintain a consistent compound concentration throughout the cycle. If water flow is too high, the compound dilutes progressively and losing chemical activity. If water flow is too low, compound concentration can rise above effective range, reduce cutting action, and shorten media life. In many industrial operations, compound and water flow are controlled by dosing pumps tied to the machine timer, which helps maintain consistency across shifts.
Machine Amplitude and Frequency Settings
Vibratory machine amplitude and frequency determine the intensity of media and part movement inside the bowl or trough. Higher amplitude creates stronger impact between media and part surfaces, which increases material removal rate and can reduce cycle time. However, amplitude that is set too high for delicate parts or thin-walled components can cause surface damage or dimensional distortion.
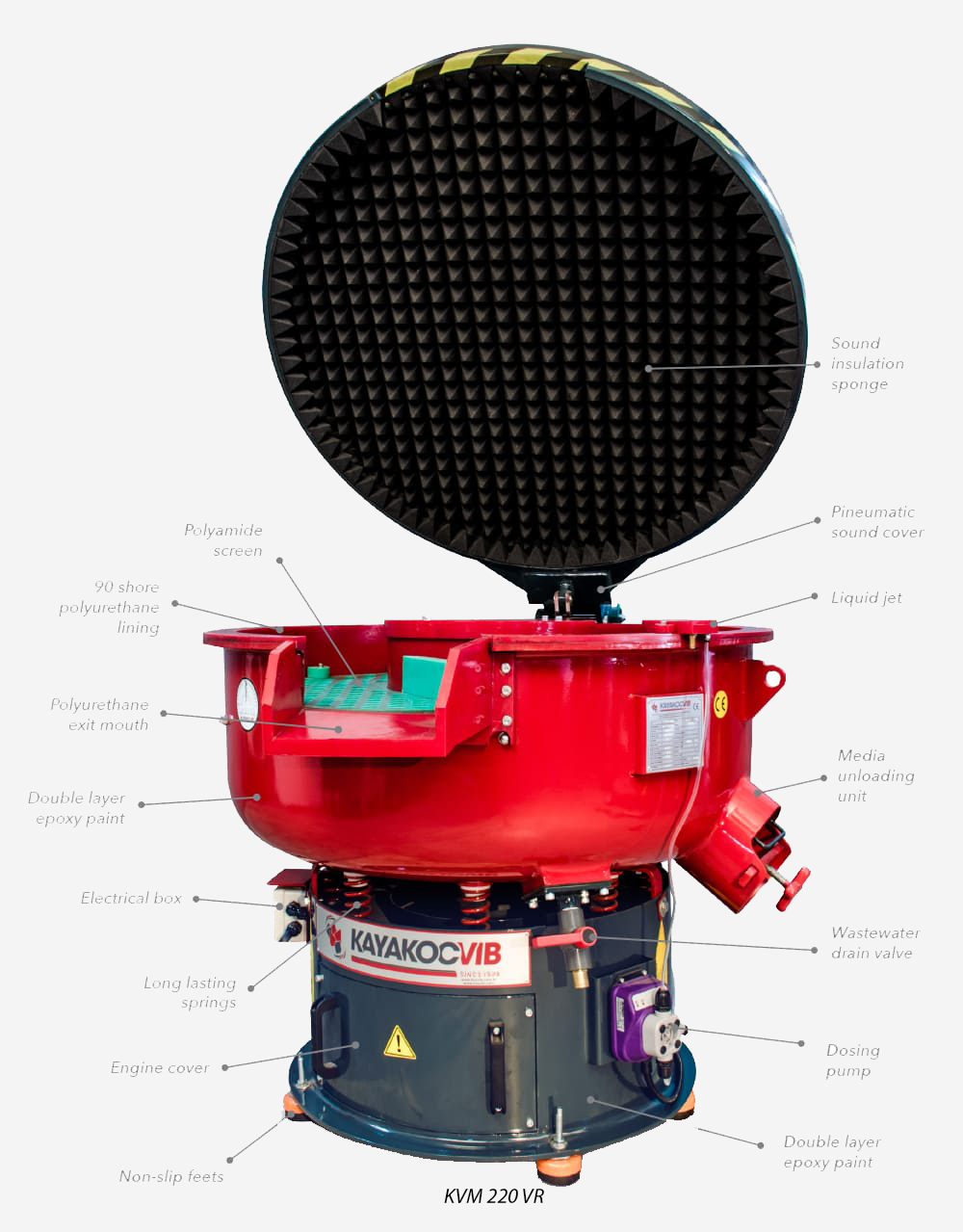
Circular vibratory finishing machines such as the KAYAKOCVIB KVM series allow amplitude adjustment through eccentric weight settings on the vibration motor. These adjustments should be matched to the part material, part geometry, and target surface condition. Trough-type machines such as the KAYAKOCVIB TVM series are typically used for long or large parts where circular bowl geometry would cause damage from part-to-part collision, and amplitude settings on these machines follow the same optimization logic but with additional consideration for part orientation inside the trough.
Frequency adjustment is less commonly available on standard vibratory machines but plays a role in fine-tuning media mass behavior. Operating frequency affects how media stratifies and flows, which changes how thoroughly media contacts complex part features. In applications where media contact in internal channels or recesses is insufficient, amplitude and frequency tuning may help improve penetration before considering process redesign.
Part Loading Density and Mass Flow
The ratio of parts to media volume inside the finishing chamber has a direct effect on cycle time and surface quality. Overloading the machine reduces media-to-part contact frequency because parts displace media volume and restrict mass flow. The result is longer cycle time and non-uniform finishing across the part batch. Underloading the machine wastes process capacity and can cause part-to-part collision damage in machines operating at high amplitude.
As a general reference in industrial practice, parts typically occupy between 10 and 20 percent of the total machine working volume, with media filling the remaining space. This range varies depending on part weight, part fragility, and finishing intensity required. Heavier parts may require a lower fill ratio to protect part surfaces from collision damage. Lighter parts can tolerate a higher fill ratio in some applications, but media contact efficiency should always be confirmed through sample testing before production release.
Mixed-material batches should be avoided unless the process has been specifically validated for the combination. Aluminum and steel parts processed together are a common source of surface contamination and inconsistent results, because the media optimized for one material will not perform correctly for the other.
Diagnosing and Correcting Cycle Time Problems
When cycle time increases without a change in part specification, the first diagnostic step is to inspect the media condition. Check for media breakdown, size reduction, geometric wear, and glazing. Replace or replenish media according to the volume consumption rate for the application.
The second step is to verify compound dilution rate and water flow at the machine. Check dosing pump settings and inspect for blocked nozzles or erratic flow. A simple titration test or pH check can confirm whether compound concentration is within the effective operating range for the finishing chemistry being used.
The third step is to measure and record machine amplitude using a vibration meter or amplitude gauge. Compare the current reading against the initial process qualification data. If amplitude has shifted due to eccentric weight loosening or vibration motor wear, correct it before adjusting any other parameter.
The fourth step is to verify part loading weight and volume against the original process specification. If production volume has increased and operators are loading more parts per batch to compensate, the process is running outside its qualified conditions. Adjust batch size back to specification or requalify the process at the new loading condition.
Parameter Optimization Checklist
- Confirm media type matches base material: ceramic for steel and iron, plastic for aluminum and zamak.
- Measure media volume and compare against required media-to-part ratio. Replenish worn or undersized media.
- Verify compound type is correct for the material and finishing stage. Check dilution rate against process specification.
- Check water flow rate and dosing pump function. Confirm compound concentration remains stable during the cycle.
- Measure machine amplitude and compare to the qualified process setting. Adjust eccentric weights if amplitude has drifted.
- Verify part loading density. Count and weigh parts per batch and compare to the original process qualification record.
- Run a test batch with process corrections and measure surface condition at the target cycle time before resuming production.
Process Parameter Reference for Common Applications
| Parameter | Steel and Stainless Steel | Aluminum and Softer Alloys |
|---|---|---|
| Media Type | Ceramic, angular or cylindrical | Plastic, cylindrical or conical |
| Deburring Compound | 943-type deburring liquid | 085-type polishing liquid |
| Degreasing Compound | 028-S degreasing liquid | 028-S degreasing liquid |
| Typical Part Load Ratio | 10 to 20% of working volume | 10 to 15% of working volume |
| Amplitude Setting | Medium to high, application-dependent | Low to medium, part-geometry dependent |
| Cycle Time Baseline | Validated per application by sample test | Validated per application by sample test |
Automation and Process Consistency
Manual batch-to-batch variation is a significant source of cycle time inconsistency in facilities without automated compound dosing or part loading controls. Automating compound and water dosing removes one of the most common sources of process drift. In integrated finishing lines, the separator, dryer, and washing unit can be sequenced to maintain consistent throughput and reduce the manual handling that often introduces variability between batches.
For high-volume applications where consistent cycle time is a production requirement, recording process parameters per batch — including media condition, compound concentration, machine amplitude, and part weight — provides the data needed to identify drift before it becomes a quality problem. This data discipline is the foundation of process control in industrial mass finishing.
Frequently Asked Questions
What is the most common cause of extended cycle time in vibratory finishing?
Worn or incorrect media is the most frequent cause. As media loses its cutting geometry, material removal rate decreases and cycle time extends. Regular media inspection and scheduled replenishment are the primary corrective actions.
How does compound concentration affect cycle time?
Both insufficient and excessive compound concentration reduce cutting efficiency. The correct compound concentration maintains lubrication and surface chemistry without suppressing media abrasion. Dosing pump calibration and periodic compound concentration checks help maintain the effective operating range.
Can machine amplitude be increased to reduce cycle time?
Increasing amplitude can accelerate material removal in some applications, but this must be balanced against the risk of part surface damage, part-to-part collision, or dimensional distortion, particularly on thin-walled or precision-machined components. Amplitude adjustment should be validated through sample testing before production implementation.
Should aluminum and steel parts be processed together to save time?
No. Mixing aluminum and steel parts in the same batch is not recommended. The media optimized for steel will be too aggressive for aluminum, and the compound chemistry suitable for one material may not be compatible with the other. Separate process routes should be used for each material group.
Related Process Equipment
Conclusion
The ability to optimize vibratory finishing cycle time depends on disciplined control of media condition, compound concentration, machine amplitude, water flow, and part loading density as a connected system. No single parameter alone determines cycle time — the interaction between all variables defines whether the process performs within its qualified specification. When cycle time increases or surface quality becomes inconsistent, a structured diagnostic approach that checks each variable against the original process qualification record is more effective than adjusting one setting at a time. Validating every correction through sample testing before returning to production is the standard engineering practice for maintaining process control in industrial mass finishing operations.
Sorry, the comment form is closed at this time.