

30 Jun Mass Finishing vs Vibratory Finishing
The question of mass finishing vs vibratory finishing comes up frequently in manufacturing environments where engineers are trying to select the right surface treatment method for deburring, edge rounding, or polishing. The two terms are often used interchangeably, but they are not identical. Understanding the technical distinction helps production engineers make better decisions about machine type, media selection, process parameters, and production line integration.
In This Article
Defining the Two Terms
Mass finishing is the broader category. It describes any industrial surface finishing method where a large number of parts are processed simultaneously in a batch, together with finishing media and a liquid compound. The parts, media, and compound interact through relative motion, and the abrasive or burnishing action of the media performs deburring, edge rounding, surface smoothing, or polishing. Mass finishing includes vibratory finishing, centrifugal disc finishing, barrel tumbling, drag finishing, and centrifugal barrel finishing.
Vibratory finishing is one specific technology within the mass finishing category. It uses vibratory motion generated by an unbalanced motor or eccentric weight drive to create a continuous, controlled toroidal flow of media and parts inside a tub or trough. The parts move through the media mass in a rolling, spiral path, and the relative motion between part surfaces and media produces the finishing effect. Vibratory finishing machines are available in circular tub configurations and elongated trough configurations depending on part geometry and production requirements.
How Vibratory Finishing Works
In a vibratory finishing machine, the working bowl or trough is mounted on springs and connected to a vibration drive unit. The eccentric weights on the motor shaft create a controlled oscillating force that causes the entire media and part load to circulate in a toroidal pattern. Parts travel upward along the outer wall, across the surface, downward through the center, and back up again in a continuous loop. This constant relative motion between part surfaces and media generates the cutting, deburring, or polishing action.
Water and a chemical compound are typically added continuously or at controlled intervals during the process. The compound serves multiple functions: it acts as a lubricant and coolant, carries away fine swarf and abraded material, maintains the cutting ability of the media by keeping it clean, controls the pH of the process, and in some applications provides a brightening or passivation function. The flow rate and dilution of the compound directly affect the cutting rate and surface quality outcome.
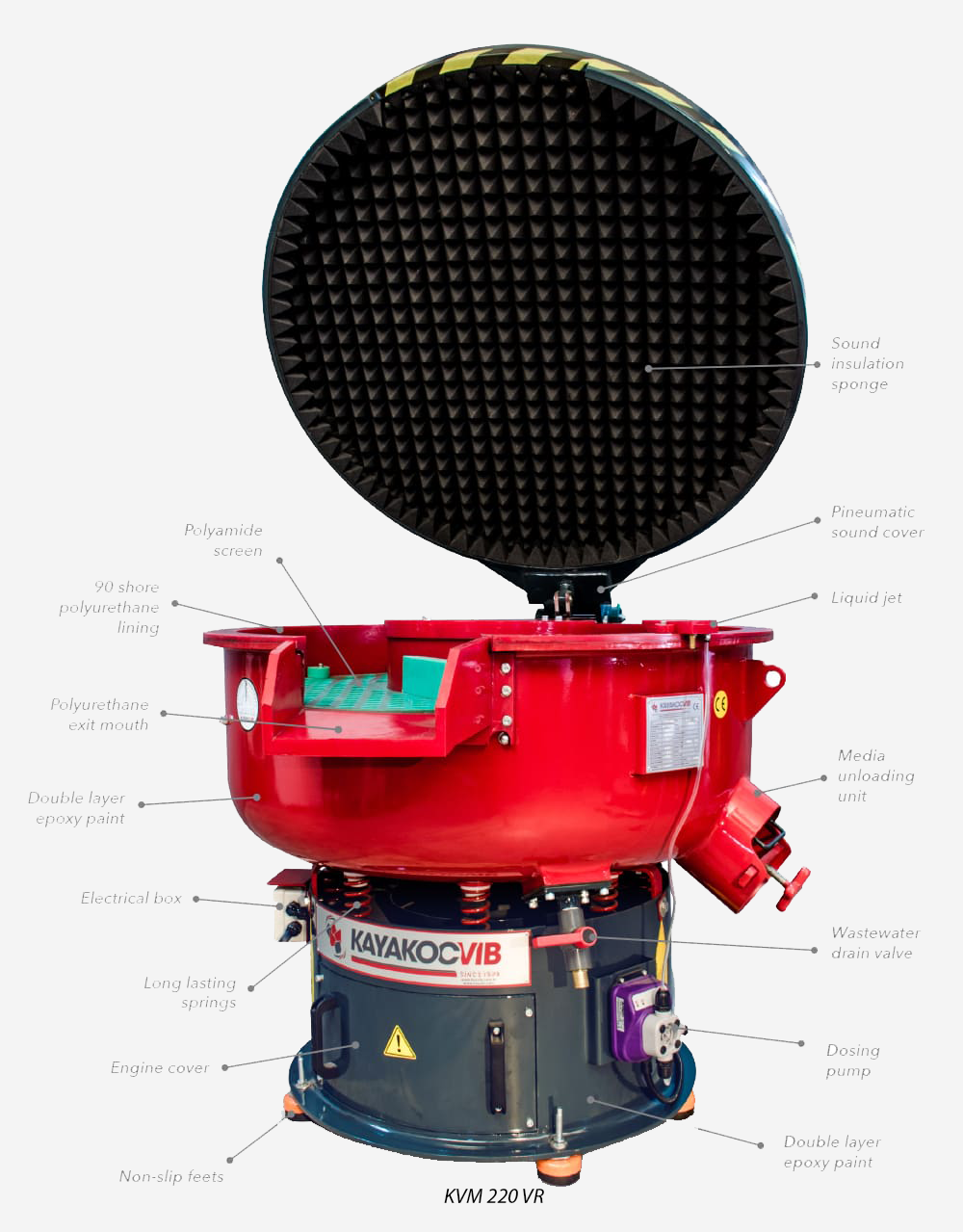
Circular vibratory machines such as the KAYAKOCVIB KVM series are well suited for small to medium parts including CNC machined components, stamped parts, fasteners, and die castings. Trough vibratory machines such as the KAYAKOCVIB TVM series are preferred for longer or more delicate parts that could be damaged by part-on-part contact in a circular bowl, or for parts with aspect ratios that do not suit circular bowl geometry.
Mass Finishing vs Vibratory Finishing: Key Technical Differences
When comparing mass finishing vs vibratory finishing at a technical level, the main distinction is process mechanism and motion type. Vibratory finishing relies on low-amplitude, high-frequency oscillation to drive media flow. Barrel tumbling relies on gravity-driven rotation and cascading action. Centrifugal disc finishing uses a high-speed rotating disc at the base of a fixed tub to drive media upward and create intensive media flow. Each mechanism produces a different contact pressure, media flow pattern, and surface result.
| Process | Motion Type | Typical Application | Part Risk | Cycle Time |
|---|---|---|---|---|
| Vibratory Finishing | Oscillating toroidal flow | General deburring, polishing, CNC parts, castings | Low to moderate | 30 min to several hours |
| Barrel Tumbling | Gravity-driven rotation | Heavy deburring, bulk small parts | Moderate to high | 1 to 8 hours |
| Centrifugal Disc Finishing | High-speed disc drive | Precision parts, short cycle, medical components | Low | 5 to 30 minutes |
| Drag Finishing | Controlled single-part movement | Cutting tools, implants, mold surfaces | Very low | Application specific |
Vibratory finishing occupies the middle ground in the mass finishing family. It offers lower part damage risk than barrel tumbling while providing higher throughput and lower cost than centrifugal disc or drag finishing. For most general manufacturing environments processing steel, stainless steel, aluminum, or mixed metal parts in medium to high volumes, vibratory finishing is the most practical and cost-effective mass finishing method.
Typical Parts, Materials, and Defects Treated
In CNC machining, vibratory finishing is commonly used to remove light to medium machining burrs, smooth tool marks, reduce surface roughness on milled or turned surfaces, and create a consistent matte or semi-bright appearance before coating. Materials include carbon steel, stainless steel, aluminum alloys, and brass components.
In automotive manufacturing, vibratory finishing handles transmission components, engine parts, brackets, housings, and fasteners. Deburring, edge rounding, and surface preparation before heat treatment or coating are common objectives. In aerospace and medical manufacturing, the same vibratory process is used, but process validation, documentation, and surface quality requirements are more stringent.
The defects that vibratory finishing can address include sharp edges and burrs from cutting or stamping, tool marks and surface roughness from machining, light scale or oxide from heat treatment, and surface contamination from machining oils. Heavy casting flash, gate stubs, or thick parting line flash typically require trimming or grinding before vibratory finishing. Very deep internal channels or blind holes may create media lodging risk and require careful media size selection or process design.
Media and Compound Selection for This Application
Media selection depends on part material, surface condition, and the required finishing result. For steel and stainless steel parts, ceramic media is generally preferred because harder materials require stronger cutting action to remove burrs and smooth tool marks effectively. For aluminum and zamak parts, plastic media is typically more appropriate because these materials are softer and more sensitive to aggressive contact pressure from ceramic media.
For general steel deburring and surface smoothing, a deburring and polishing liquid such as a 943-type compound combined with a 028-S degreasing liquid is a typical process chemistry approach. For aluminum and softer metals, an 085-type compound with 028-S degreasing liquid is more appropriate. For copper, brass, and yellow metals, a 028-type compound with a slightly acidic formulation helps manage scale and surface oxidation without staining.
Media geometry also matters. Angular media cuts faster and is suited to aggressive deburring. Rounded or cylindrical media produces a smoother surface and is better for pre-polish or fine surface smoothing. Media size must be selected to prevent lodging inside holes, recesses, or threaded features. As a general rule, the smallest media dimension should be larger than the smallest opening on the part.
Process Parameters That Control Surface Quality
The surface quality outcome in vibratory finishing depends on several controllable process parameters. Amplitude and frequency of vibration determine the intensity of media contact pressure. Higher amplitude produces faster cutting but can also increase part-on-part impact risk. Compound concentration and flow rate affect cutting efficiency, surface cleanliness, and media life. Process time controls the degree of edge rounding and surface smoothing achieved.
Load ratio is another important variable. The ratio of parts to media in the bowl affects media flow and process consistency. Overloading the bowl reduces media flow and produces uneven results. Underloading increases part-on-part contact risk. Typical load ratios vary by application and must be established through process trials rather than assumed from general guidelines.
Water level in the machine also influences the process. Wet finishing with continuous compound flow is the standard approach for most deburring and polishing applications. Dry finishing without water is used for specific burnishing applications or for parts that cannot be exposed to water, but dry vibratory finishing is less common in general manufacturing.
Production Line Integration
In automated finishing lines, vibratory finishing machines can be integrated with upstream and downstream equipment to create a continuous or semi-continuous production flow. After vibratory finishing, parts typically require separation from media, washing to remove compound residue and fine particles, and drying before inspection, coating, or packaging.
Separation is performed by a rotary separator or integrated separation screen. Parts pass over the screen while media is retained and returned to the machine. For washing, pressure washing or parts washing systems remove residual compound, fine abrasive particles, and surface contamination. Drying can be performed in a vibratory dryer using corncob or walnut shell media to absorb moisture and produce a dry, clean surface. Wastewater from the finishing and washing stages must be treated before discharge using a wastewater treatment or recycling system to manage pH, solids content, and chemical load.
Frequently Asked Questions
Is vibratory finishing the same as mass finishing?
No. Mass finishing is the broader category that includes all batch surface finishing methods. Vibratory finishing is one specific technology within mass finishing that uses oscillating motion to drive media flow. Other mass finishing technologies include barrel tumbling, centrifugal disc finishing, and drag finishing.
Which is better for aluminum parts: ceramic or plastic media?
For aluminum parts, plastic media is generally preferred. Aluminum is a soft material and ceramic media can cause surface damage, scratching, or excessive material removal. Plastic media provides gentler cutting action and is better suited to the mechanical properties of aluminum alloys. Actual media selection should be confirmed through sample testing.
Can vibratory finishing replace manual deburring entirely?
In many applications, vibratory finishing can replace manual deburring for accessible burrs and edges. However, very heavy burrs, internal features with difficult access, or parts requiring selective edge treatment may still require manual or semi-automated deburring steps before or after vibratory finishing. Process capability must be validated for each part geometry.
What determines cycle time in vibratory finishing?
Cycle time depends on burr size and type, initial surface roughness, media type and size, compound concentration, machine amplitude and frequency, and the required final surface condition. Typical cycle times range from 30 minutes for light deburring to several hours for fine polishing preparation. Actual cycle times must be established through process trials.
Related Machine and Process Resources
Related Video Demonstration
Conclusion
Understanding mass finishing vs vibratory finishing at a technical level allows production engineers to select the right process route, machine type, and consumable package for their specific application. Vibratory finishing is the most widely applicable mass finishing technology for general manufacturing, offering a practical balance of throughput, part safety, surface quality, and process controllability. Machine selection between circular and trough configurations, media selection based on part material and surface condition, and compound selection based on finishing objectives are the primary engineering decisions that determine process success. All process parameters and surface quality outcomes should be validated through sample testing before committing to full production.
Sorry, the comment form is closed at this time.