

24 Jun Inconsistent Deburring Results
Inconsistent deburring results are one of the most frequently reported production problems in mass finishing operations. When parts exit a finishing cycle with varying edge conditions, residual burrs, or unacceptable surface quality from batch to batch, the cause is rarely a single variable. Most inconsistency problems in deburring and edge rounding operations are the result of multiple interacting process factors that have drifted outside their validated operating window. Understanding which variables are responsible and how they interact is essential for corrective action and long-term process stability.
In This Article
Why Deburring Inconsistency Is a Systemic Problem
Deburring in mass finishing is an abrasive material removal process. The cutting action depends on the relative motion between the media and the part surface. When that motion, the media condition, the compound chemistry, or the machine load changes, the material removal rate changes with it. A process that worked well during initial validation may produce different results weeks or months later because one or more of these variables has shifted without a corresponding process adjustment.
The key insight is that inconsistent deburring results are almost never caused by a single defect. They are usually caused by a combination of gradual drift in several variables simultaneously. This is why single corrective actions often fail to resolve the problem completely unless the underlying root causes are identified systematically.
Root Cause Categories
Process engineers investigating inconsistent deburring results should evaluate four primary root cause categories: media condition and volume, compound and water parameters, machine loading and motion, and part-to-part variability. Each category can independently cause inconsistency, and they frequently interact.
Media Condition and Volume
Finishing media wears down over time. As ceramic or plastic media loses mass and changes shape, its cutting geometry changes. Worn media has a reduced cutting surface area and lower abrasive exposure, which reduces material removal rate and burr cutting efficiency. If the media charge is not monitored and topped up regularly, the process gradually becomes less effective.
Media volume also matters for motion dynamics. If media level drops significantly, the part-to-media ratio changes, parts may contact each other more frequently, and the energy distribution inside the machine changes. In a circular vibratory machine, the spiral flow pattern that separates parts depends on the correct media fill level. When media volume is too low, the spiral flow degrades and parts tend to cluster rather than circulate individually.
Media size selection is another factor. If the media is too large relative to part geometry, it cannot access recessed areas, internal channels, or tight edge geometries. Burrs in these areas will remain even when the general surface shows adequate finishing. If the media is too small, it may lodge inside holes or slots, creating a different class of quality problem.
Compound and Water Parameters
Finishing compound performs multiple functions in a wet mass finishing process. It provides lubrication, chemical cutting assistance, foam control, corrosion inhibition, and cleaning of media pores. When compound dosing is inconsistent, the surface chemistry of the process changes, and so does the effective cutting rate.
Compound concentration that is too low produces insufficient foam and reduced chemical activation on the part surface. Compound concentration that is too high may over-lubricate the process, reducing the mechanical cutting action of the media and potentially causing media glazing. Both conditions produce inconsistent deburring results compared to a correctly dosed process.
Water hardness and temperature also affect compound performance. Hard water can react with compound surfactants and reduce their effectiveness. Cold water slows chemical reaction rates. If these parameters are not controlled or monitored, compound performance will vary between batches even when dosing volume appears constant.
For steel and iron parts, ceramic media combined with a process chemical such as a 943-type deburring and polishing liquid provides effective cutting action. For aluminum and softer alloys, plastic media with a 085-type process liquid is typically more appropriate, as ceramic media and aggressive compounds may produce unwanted surface damage. Mixing aluminum and steel parts in the same batch is generally not recommended because optimal media and compound selection for each material differs significantly.
Machine Loading and Motion
Machine loading has a direct effect on finishing intensity. Overloading a vibratory finishing machine reduces the available free space for parts to move independently within the media mass. When parts are packed too tightly, the media cannot surround them uniformly, and the abrasive action becomes uneven. Some surfaces receive full finishing action while others are shielded by adjacent parts or by insufficient media contact.
Underloading produces the opposite problem. With too few parts in the machine, part-to-part impacts increase and the energy per part becomes excessive. This can produce over-finishing on thin edges, part deformation in soft materials, or surface damage from metal-to-metal contact.
The vibratory motion of the machine itself must also be checked regularly. Worn springs, unbalanced eccentric weights, or bearing degradation can all reduce the amplitude or frequency of the vibratory motion. Reduced amplitude means reduced media and part agitation, lower cutting energy, and longer effective cycle times. If the machine motion has changed but the cycle time has not been adjusted, batch results will deteriorate progressively.
In centrifugal disc finishing machines such as the KAYAKOCVIB KSM series, the disc rotation speed directly controls the intensity of the finishing action. If disc speed drifts due to drive wear or control system variation, the material removal rate changes between batches. These machines are particularly sensitive to process parameter drift because their high processing intensity amplifies small deviations in speed or compound concentration.
Part-to-Part and Batch-to-Batch Variability
Incoming part condition is often overlooked as a root cause of inconsistent deburring results. If parts arrive from machining or stamping with variable burr size, different surface contamination levels, or different degrees of work hardening, the same finishing process will produce different output quality even when the machine and media are operating correctly.
Oil, coolant residue, or metallic chips from machining can contaminate the media charge and affect compound performance. Heavy oil loading on parts without adequate pre-cleaning can reduce compound cutting action and cause media glazing over time. A pre-wash or parts cleaning stage before finishing is often justified when parts carry significant coolant or oil contamination.
Diagnosing the Source of Variation
When inconsistent deburring results are detected, a structured diagnostic approach produces faster resolution than replacing media or adjusting a single parameter by trial and error. The following sequence is effective for most industrial cases.
- Measure and record current media volume and document the last media top-up date.
- Check media shape and surface condition visually. Rounded, glazed, or undersized media should be replaced or supplemented.
- Verify compound dosing pump function and check actual compound concentration in the process water using a refractometer or titration method.
- Inspect machine springs, eccentric weights, and bearing condition. Measure vibratory amplitude using a calibration gauge if available.
- Review machine load weight and part fill level against the validated process record.
- Assess incoming part condition for burr size consistency and surface contamination level.
- Compare all current parameters against the original validated process specification.
This systematic comparison between current operating state and validated baseline usually identifies which variable or combination of variables has drifted. Corrective actions can then be targeted and validated.
Common Corrective Actions and Parameter Tuning
| Root Cause | Symptom | Corrective Action |
|---|---|---|
| Media wear and volume loss | Gradual reduction in deburring effectiveness over weeks | Top up media charge to original volume, replace worn or glazed media |
| Low compound concentration | Poor foam, reduced cutting, media loading with particles | Increase dosing rate, check pump calibration, verify water hardness |
| High compound concentration | Over-lubrication, reduced cutting, slippery media surface | Reduce dosing, flush machine, run cleaning cycle with fresh water |
| Machine overload | Uneven finish, some surfaces untouched | Reduce part fill weight to validated operating range |
| Worn springs or bearings | Reduced amplitude, longer effective cycle time | Replace worn springs, service bearings, re-verify amplitude |
| Contaminated media | Media glazing, reduced cutting, dark or oily media surface | Run media cleaning cycle, replace heavily contaminated media |
| Variable incoming burr size | Batch-to-batch variation despite stable machine parameters | Improve upstream process control, consider pre-sorting or adjusting cycle time |
Machine Selection and Its Effect on Process Consistency
The choice of finishing machine has a significant effect on how controllable and repeatable the deburring process is across production batches. Different machine types offer different levels of process control and are suited to different part geometries and production volumes.
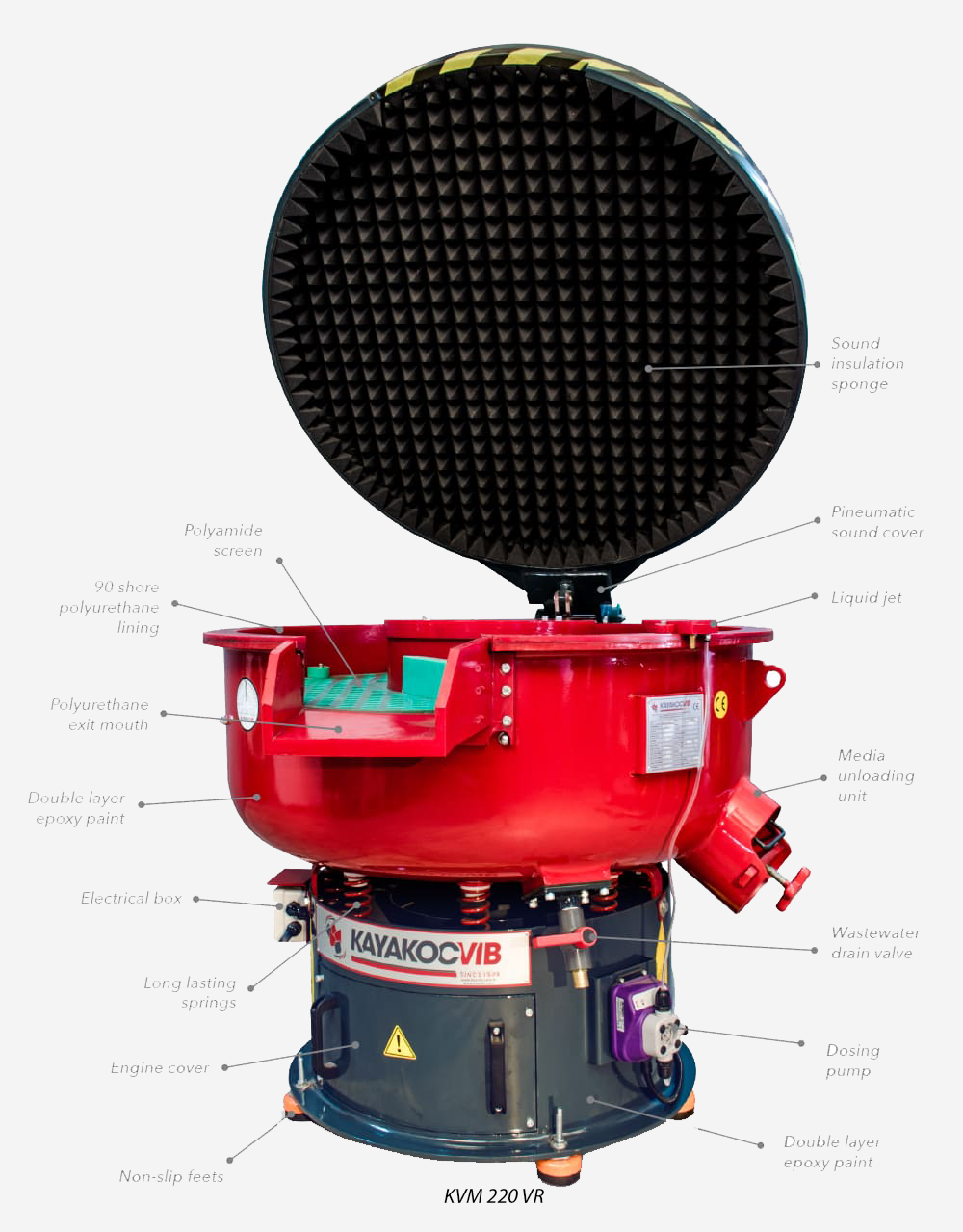
Circular vibratory finishing machines such as the KAYAKOCVIB KVM series are widely used for general deburring of CNC machined parts, fasteners, stamped components, and castings. These machines offer good process flexibility and are suitable for medium to large batch volumes. Their spiral flow pattern provides reasonably uniform part exposure when loaded correctly, but process consistency depends on maintaining correct media volume, compound dosing, and machine condition over time.
Trough vibratory machines are better suited for long or geometrically complex parts that do not circulate well in circular machines. For these parts, a circular machine may produce inconsistent results not because of machine failure but because the machine geometry is not matched to the part geometry.
Centrifugal disc finishing machines provide higher processing intensity and shorter cycle times than vibratory machines. For small precision parts with tight deburring requirements, such as those used in medical or aerospace applications, centrifugal disc machines offer better control over material removal rate per unit time. However, they are also more sensitive to parameter drift, and inconsistent deburring results in centrifugal disc systems are often traced to compound concentration variation or disc speed deviation.
Drag finishing machines offer the highest level of control for individual precision parts, cutting tools, or implants where consistent edge rounding to tight tolerances is required. In drag finishing, each part is fixtured and moves through the media in a controlled path, eliminating the randomness of mass finishing motion. For applications where part-to-part consistency is the primary requirement, drag finishing removes many of the loading and motion variables that cause inconsistency in vibratory systems.
Prevention Checklist for Process Stability
The most effective way to prevent inconsistent deburring results is to establish documented process controls and inspection intervals. The following checklist supports ongoing process stability in production environments.
- Define and record the validated process specification including media type, media volume, compound type, compound dosing rate, water flow rate, cycle time, and machine load.
- Establish a media top-up schedule based on production volume and media wear rate measured during process validation.
- Check compound dosing pump calibration at regular intervals, not only when problems are observed.
- Inspect machine springs and amplitude at defined service intervals.
- Monitor incoming part quality and flag batches with significantly different burr size or surface contamination before loading into the finishing machine.
- Record water temperature and hardness periodically, especially in facilities where water supply conditions vary seasonally.
- Perform a reference part check at the start of each production shift to confirm finishing performance before running full batches.
Frequently Asked Questions
Why do deburring results change even when the machine settings are not adjusted?
Most finishing parameters drift over time without operator adjustment. Media wears and loses volume. Compound dosing pumps may drift in output. Machine springs lose stiffness. Water hardness changes seasonally. These gradual changes accumulate until the process moves outside its validated window, producing inconsistent deburring results even when no deliberate changes were made.
How often should finishing media be topped up or replaced?
Media top-up frequency depends on media type, part material, production volume, and process intensity. In typical production operations, media volume should be checked at regular intervals such as weekly or monthly, and top-up should be performed when volume has decreased by more than five to ten percent from the validated level. Full media replacement is typically required when media has worn to a significantly reduced size or shows glazing that does not respond to cleaning cycles.
Can mixing different part materials cause inconsistent results?
Yes. Mixing aluminum and steel parts in the same finishing batch is a common source of inconsistent deburring results. Each material requires different media type and compound chemistry for optimal finishing. Running mixed batches forces a compromise that is rarely optimal for either material, and cross-contamination between materials can cause staining or galvanic reactions on part surfaces.
When should centrifugal disc finishing be selected over vibratory finishing for consistency?
Centrifugal disc finishing is typically preferred when short cycle times, high surface quality, or tight batch-to-batch consistency are required for small to medium precision parts. The higher processing intensity allows more controlled material removal per unit time. However, centrifugal disc machines require more careful compound and speed control to maintain consistency, and they are generally not suited to large or heavy parts.
Related Process Equipment
Conclusion
Inconsistent deburring results are a systemic process control problem, not a simple equipment fault. Resolving them requires a structured root cause analysis that examines media condition and volume, compound dosing and chemistry, machine motion and loading, and incoming part variability together. Correcting a single variable rarely eliminates the problem completely when multiple factors have drifted simultaneously. The most durable solution is a documented process specification with defined inspection intervals and a reference part validation routine at each production shift. For operations where part-to-part consistency is a hard quality requirement, investing in higher-control machines and tighter process monitoring is justified. Understanding and controlling the full set of variables that govern deburring effectiveness is the only reliable path to stable, repeatable surface finishing results.
Sorry, the comment form is closed at this time.