

26 Jun How Vibratory Finishing Machines Work
Understanding how vibratory finishing machines work is essential for process engineers, production managers, and quality teams who rely on mass finishing for deburring, edge rounding, and surface improvement across steel, stainless steel, aluminum, and mixed metal components. Vibratory finishing is one of the most widely used industrial surface finishing methods because it processes large batches of parts simultaneously, operates continuously with low manual intervention, and delivers consistent, repeatable results when the process is correctly configured.
In This Article
What a Vibratory Finishing Machine Actually Does
A vibratory finishing machine uses mechanical vibration to drive relative motion between parts and finishing media inside a work bowl or trough. This relative motion causes the media to continuously rub against part surfaces, removing burrs, rounding sharp edges, smoothing machining marks, and improving surface texture. The process is fundamentally abrasive, but because the media moves against the part surface at relatively low pressure and velocity, it produces controlled material removal without the part impact damage associated with barrel tumbling or aggressive mechanical methods.
The machine does not move the parts in isolation. Parts and media move together as a mass, but because parts and media have different densities, geometries, and inertia responses, they move at slightly different velocities relative to each other. This differential motion generates the abrasive contact that drives the finishing action. The compound and water mixture carried through the process lubricates the media-part interface, controls cutting aggressiveness, removes swarf, and maintains consistent process chemistry.
Machine Configuration and Vibration Mechanics
In a circular vibratory finishing machine, the work bowl is mounted on spring isolators and driven by a vertical shaft motor fitted with eccentric weights. When the motor spins, the eccentric mass creates a rotating centrifugal force that excites the bowl into a complex three-dimensional vibration pattern combining vertical oscillation with a rotational toroidal motion. This toroidal flow is important because it continuously circulates the entire media-part charge through the bowl, ensuring that all parts receive uniform finishing exposure over time.
The amplitude and frequency of vibration are the primary mechanical control parameters. Frequency is typically fixed by the motor speed, commonly set between 1,400 and 1,800 RPM depending on machine design, while amplitude is controlled by adjusting the eccentric weight position or mass. Higher amplitude increases media-part contact pressure and cutting speed, which is useful for aggressive deburring but may cause part-on-part impact for delicate or thin-walled components. Lower amplitude settings produce gentler finishing action suitable for polishing, burnishing, or processing fragile parts.
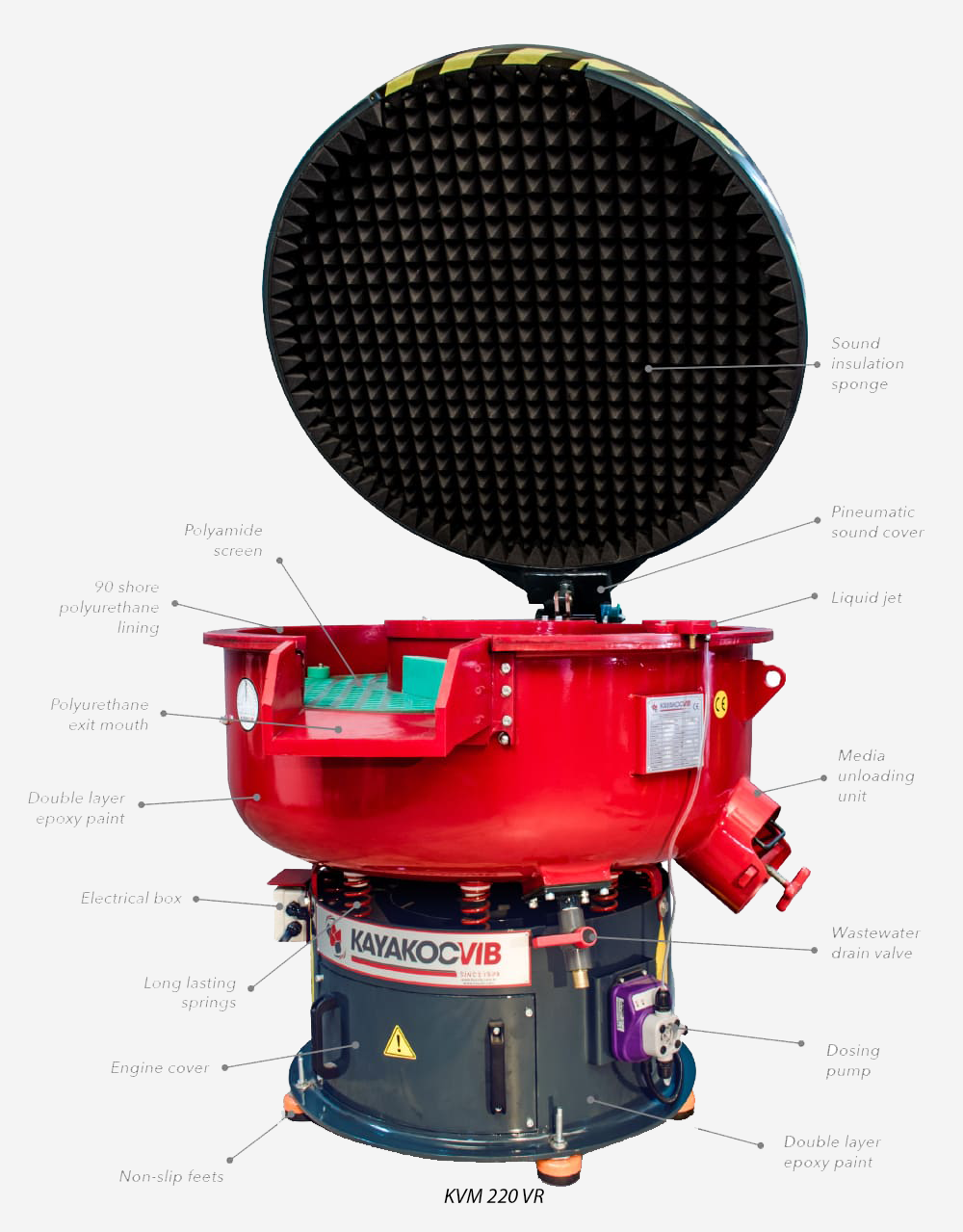
Trough-type vibratory machines use a similar eccentric drive principle but direct the mass flow linearly along the trough length rather than in a toroidal circle. This configuration is better suited for long shafts, tubes, extrusions, or parts that would not move freely in a circular bowl. For most CNC machined parts, stamped parts, fasteners, and general manufacturing components, circular machines such as the KAYAKOCVIB KVM series provide efficient batch processing with good media circulation and straightforward loading and unloading access.
Process Sequence from Load to Unload
A complete vibratory finishing cycle follows a defined sequence that begins with loading and ends with separation, washing, and drying. Each stage must be correctly executed to produce consistent surface results.
- Loading: Parts and media are loaded into the bowl in a defined ratio, typically between 1:3 and 1:6 parts to media by volume depending on part size, geometry, and the required finishing intensity. Heavier or more complex parts generally require a higher media fraction to ensure full surface contact.
- Compound and water introduction: A controlled flow of finishing compound diluted with water is introduced continuously or in timed doses during the cycle. The compound maintains active process chemistry, controls pH, prevents rusting on ferrous parts, removes chips and metallic fines, and adjusts the cutting or burnishing behavior of the media.
- Active finishing cycle: The machine runs for a cycle time that depends on the required material removal, edge condition, and target surface finish. Cycle times in industrial production commonly range from 20 minutes for light polishing passes to several hours for heavy deburring of cast or forged components. The actual cycle time for a specific application must be established through process development and sample testing, as it depends on part material, burr size, media type, compound selection, and machine amplitude settings.
- Separation: At the end of the finishing cycle, the media and parts are separated, typically using a vibratory separator fitted with a screen sized to pass the parts while retaining the media, or vice versa depending on the size relationship between parts and media. Correct media sizing relative to the part is essential to prevent media lodging in holes, slots, or internal recesses.
- Rinsing: Parts are rinsed with clean water after separation to remove compound residue, metallic fines, and surface contamination. For ferrous parts, a rust inhibitor is commonly added to the rinse water to prevent flash rusting during handling and drying.
- Drying: Wet parts are dried using a vibratory dryer loaded with drying chips, a hot air drying system, or a centrifugal dryer depending on part geometry and production volume. Incomplete drying leads to surface staining, rust, or contamination that may require additional processing.
Media Selection and Its Effect on Results
Media selection has a direct and significant influence on the finishing result. The two most common media categories in industrial vibratory finishing are ceramic media and plastic media. Ceramic media contains harder abrasive grains bonded with a ceramic matrix and delivers strong cutting action, making it well suited for steel, stainless steel, hardened parts, and applications requiring heavy burr removal or significant surface improvement. Plastic media contains softer abrasive grains in a resin or polyester matrix and delivers gentler cutting action with lower surface stress, making it more appropriate for aluminum, zinc alloy, copper, brass, and other softer metals where aggressive ceramic action would cause surface damage or excessive material loss.
Media geometry also affects finishing performance. Angular shapes such as triangles, stars, and cones provide better access to corners, edges, and recessed features but may carry a higher risk of lodging in blind holes. Spherical and cylindrical shapes roll freely against flat surfaces and are effective for general surface improvement and burnishing. Media size must be matched to the part geometry: media that is too large will not access internal features, while media that is too small may become trapped inside holes, threaded features, or undercuts.
The following table summarizes typical media and compound selection for common base materials in vibratory finishing.
| Base Material | Recommended Media Type | Primary Process Compound | Degreasing Compound |
|---|---|---|---|
| Steel and Iron | Ceramic media | 943 deburring and polishing liquid | 028-S degreasing liquid |
| Stainless Steel | Ceramic media | 943 deburring and polishing liquid | 028-S degreasing liquid |
| Aluminum and Zamak | Plastic media | 085 deburring and polishing liquid | 028-S degreasing liquid |
| Copper and Brass | Plastic or fine ceramic media | 028 degreasing liquid | 028 degreasing liquid |
Process Parameters That Control Surface Quality
Several process parameters interact to determine the surface quality produced by vibratory finishing. Adjusting any one parameter in isolation without considering the others can shift the finishing result in unexpected ways, which is why process development through sample testing is necessary before committing to production parameters.
Vibration amplitude directly controls the energy transferred to the media-part mass. Higher amplitude generates faster cutting but increases the risk of part-on-part contact and surface marking. Cycle time determines the total finishing exposure; extending cycle time increases material removal and surface smoothing but also increases the risk of over-processing and dimensional change on tight-tolerance features. Compound concentration controls the chemical activity of the process: higher concentrations generally produce more active cutting, while lower concentrations shift the process toward burnishing and surface brightening. Water flow rate affects compound dilution, swarf removal efficiency, and bowl temperature. Media fill level and the parts-to-media ratio influence how freely the mass circulates and how consistently each part contacts the media surface.
For tight-tolerance CNC machined parts, bearing surfaces, or medical components, surface finish requirements may not be achievable in a single vibratory step. In these cases, a multi-stage process is common: a first stage using coarser ceramic media and an active compound removes burrs and improves the surface condition, followed by a second stage using finer media or plastic burnishing media to achieve the target roughness. Actual Ra values achievable through vibratory finishing depend on the starting surface condition, material, media progression, and cycle parameters, and must be validated through testing for each application.
Industrial Applications Across Manufacturing Sectors
Vibratory finishing is applied across a wide range of manufacturing sectors because it handles both small precision parts and larger structural components in the same basic machine platform. In CNC machining, the process removes tool marks, entry and exit burrs, and threading flash from turned and milled parts. In the fastener industry, continuous or batch vibratory systems process bolts, nuts, screws, and washers at high throughput to remove forming burrs and apply surface conditioning before plating or coating. In automotive manufacturing, vibratory finishing is used for transmission components, pump housings, brackets, and stamped sheet metal parts. Aerospace applications include aluminum structural parts, titanium fasteners, and precision machined components where controlled edge rounding and surface improvement are part of the engineering specification. Medical device manufacturing uses vibratory finishing as a surface preparation step for surgical instruments, orthopedic components, and implant substrates, though final surface requirements for implants typically require additional processing stages beyond standard vibratory methods.
Automation and Production Line Integration
In high-volume production environments, vibratory finishing machines can be integrated into automated production lines to eliminate manual loading, unloading, and part handling between finishing stages. Automated systems typically include a loading conveyor or robot feed, the vibratory finishing machine, an inline separator, a rinse station, and a drying unit operating in sequence. Wastewater from the compound rinse stages requires collection and treatment before discharge; this is typically handled by a dedicated wastewater treatment or recycling system that removes metallic fines, adjusts pH, and recovers usable process water.
For applications where wet finishing is followed by a drying requirement, circular vibratory dryers loaded with dry corn cob or walnut shell chips are commonly used to absorb surface moisture and polish the part surface simultaneously. The choice between batch automation and continuous-flow automation depends on part mix, production volume, part geometry, and the required degree of operator independence. Most mid-volume CNC and automotive component lines operate on a semi-automated batch model, while fastener lines and high-volume stamping applications often use continuous-flow vibratory systems.
Process Validation and Quality Control Points
Before releasing a vibratory finishing process to production, process validation requires defining and documenting the process parameters, confirming the surface result against the engineering specification, and checking for potential defect modes specific to the part geometry. Key validation checks include confirming that no media is lodging in holes or recesses, verifying that edge rounding is within the engineering tolerance, measuring surface roughness against the target specification, checking for part-on-part contact marks, and confirming that the compound and rinse process leaves no surface contamination or staining.
Process stability over time must also be monitored because media wears progressively during production use. As media size reduces with wear, the cutting behavior changes and the risk of lodging in fine features increases. Periodic media top-up and replacement is necessary to maintain consistent process output. Compound concentration should be monitored and maintained within the defined range to prevent process drift.
Frequently Asked Questions
What is the difference between circular and trough vibratory finishing machines?
Circular vibratory machines use a round bowl and produce a toroidal mass flow, making them well suited for small to medium parts in batch configurations. Trough machines use an elongated channel and move the mass linearly, which is more suitable for long, flat, or large parts that do not circulate well in a circular bowl.
How is vibratory finishing different from barrel tumbling?
Barrel tumbling uses a rotating drum to cascade parts and media against each other at relatively high impact energy. Vibratory finishing uses lower-energy oscillation that generates continuous rubbing contact rather than impact-driven abrasion. This makes vibratory finishing more suitable for precision parts, thin-walled components, and applications requiring controlled edge rounding without surface damage.
Can aluminum and steel parts be finished together in the same batch?
Mixing aluminum and steel parts in the same vibratory finishing batch is generally not recommended. Steel parts can cause mechanical surface marking on softer aluminum parts during processing, and the process chemistry required for each material differs. Each material group should be processed separately with media and compounds appropriate for that material.
How long does a typical vibratory finishing cycle take?
Cycle time varies significantly depending on the part material, burr condition, required surface finish, media type, and machine amplitude settings. Light deburring and polishing of CNC machined aluminum parts may require 20 to 60 minutes, while heavy deburring of cast iron or forged steel parts may require several hours. Cycle time must be determined through sample testing for each specific application.
Related Machine and Process Resources
Related Video Demonstration
Conclusion
Understanding how vibratory finishing machines work at a process engineering level allows production teams to configure the machine correctly, select appropriate media and compounds, define process parameters, and validate surface quality before committing to full production. The interaction between vibration amplitude, media type, compound chemistry, cycle time, and part-to-media ratio determines the finishing result, and adjusting these variables in a controlled manner is the foundation of effective process development. For facilities processing steel, stainless steel, aluminum, or mixed metal components across CNC machining, automotive, aerospace, fastener, or general manufacturing operations, vibratory finishing offers a scalable and repeatable surface conditioning solution when the process is properly engineered and validated for the specific application.
Sorry, the comment form is closed at this time.