

14 Jul Deburring Metal Parts
Deburring is the process of removing burrs, sharp edges, and micro-projections from metal parts after machining, stamping, casting, or cutting operations. These unwanted features form as a natural result of material deformation during manufacturing, and if left untreated, they can cause assembly failures, safety hazards, accelerated wear, and coating adhesion problems. Selecting the right deburring method requires understanding the part geometry, base material, burr characteristics, surface quality target, and production volume.
In This Article
What Is a Burr and Why Does It Matter
A burr is a raised edge or small projection of material that remains attached to a workpiece after a machining or forming operation. Burrs form when a cutting tool exits a workpiece, when a punch breaks through a sheet, when a milling cutter completes a pass, or when a laser or waterjet cuts through material. The size, hardness, and location of the burr depend on the base material, tooling condition, cutting parameters, and the specific manufacturing process used.
In precision assemblies, even small burrs can prevent correct mating of components, create stress concentration points, or damage seals. In fluid systems, dislodged burrs become contamination. In coated parts, burrs create coating bridging that fails under load or corrosion. For these reasons, deburring is not optional in most manufacturing environments. It is a functional requirement, not only a cosmetic step.
Main Selection Criteria for a Deburring Process
Choosing a deburring method is not a single-variable decision. The correct process depends on a combination of part and production factors. Evaluating each factor before selecting a machine or process route prevents common mistakes such as over-processing delicate parts, selecting insufficient media for heavy burrs, or choosing a batch process when continuous output is required.
The most important selection criteria are listed below:
- Part material and hardness — determines media type and process aggressiveness
- Part size and geometry — determines machine type and media shape
- Burr size and location — determines required media cutting action and cycle time
- Required edge condition — light deburring, controlled edge rounding, or radius formation
- Surface roughness target — finishing or polishing requirement after deburring
- Production volume and throughput — batch versus continuous process
- Automation level — manual loading, semi-automatic, or fully integrated line
- Downstream requirements — washing, drying, inspection, coating
Part Geometry and Material Analysis
Round or compact parts with simple geometry are the most straightforward to deburr in mass finishing systems. Parts with internal bores, blind holes, slots, or complex 3D profiles require more careful media shape selection to ensure media reaches all surfaces without lodging inside cavities. Very thin or flat parts may require special fixturing or process control to prevent part-on-part contact damage during processing.
Material hardness directly influences media selection. Steel and stainless steel parts typically require ceramic media because the cutting force of ceramic abrasive is sufficient to break down hard burrs efficiently. Aluminum, zamak, and other soft non-ferrous metals are better suited to plastic media, which provides lighter cutting action and reduces the risk of surface marking or deformation. Mixing aluminum and steel parts in the same batch is generally not recommended because the materials require different media types and the harder parts can damage softer ones during process.
Burr size is equally important. Thin, flexible burrs from fine stamping or light machining respond well to standard vibratory finishing cycles. Thick, rigid burrs from heavy milling, turning with worn tooling, or die casting typically require more aggressive media, higher process intensity, or pre-treatment before finishing. In extreme cases, heavy gate stubs or large flash from casting operations may need mechanical trimming before entering a mass finishing machine.
Machine Suitability Logic
Three machine types cover the majority of industrial deburring applications: circular vibratory finishing machines, trough vibratory finishing machines, and centrifugal disc finishing machines. Each has a different working principle and is suited to different part profiles.
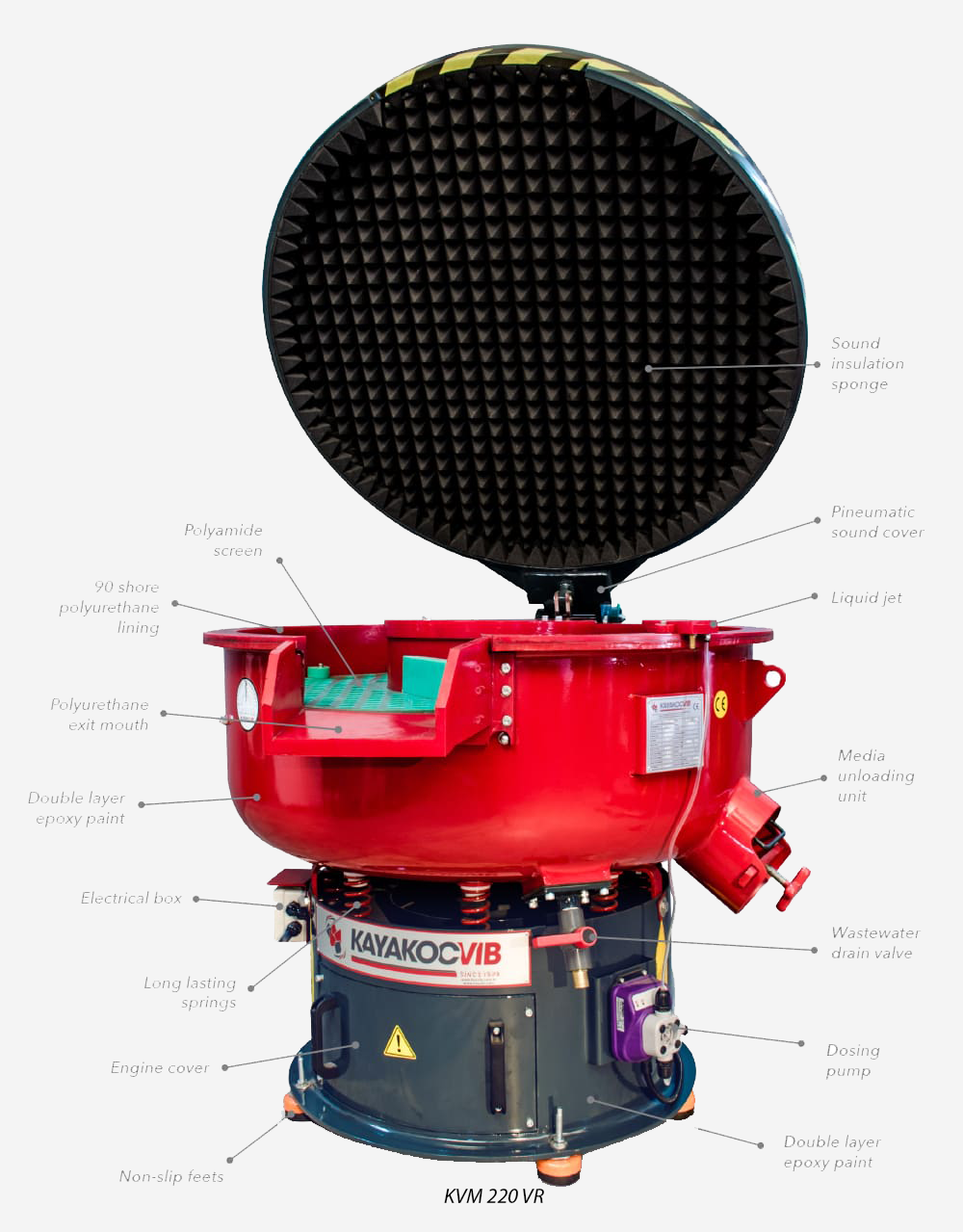
Circular vibratory finishing machines use a vibrating bowl to create a continuous toroidal media flow. Parts and media circulate together, and the relative motion between media pieces and part surfaces produces the deburring and edge rounding effect. This machine type is well suited to small and medium parts, mixed geometry batches, and applications where gentle to moderate process intensity is acceptable. The KAYAKOCVIB KVM series circular vibratory finishing machines follow this working principle and are used across CNC machining, automotive components, fasteners, and general metal parts applications.
Trough vibratory finishing machines operate on the same vibratory principle but use an elongated trough chamber rather than a circular bowl. This geometry accommodates longer parts that would tumble end-over-end in a round bowl, causing damage. Shafts, bars, connecting rods, and other elongated components are better processed in trough machines. The KAYAKOCVIB TVM series is designed for this type of application.
Centrifugal disc finishing machines generate significantly higher process forces than vibratory machines by combining a stationary bowl with a high-speed rotating disc at the base. This creates a compressed, fast-moving media mass that achieves deburring and surface improvement in much shorter cycle times. These machines are preferred for small high-precision parts, medical components, and applications where surface quality requirements are tight and cycle time must be minimized. The KAYAKOCVIB KSM series centrifugal disc machines serve this segment.
| Machine Type | Best Suited For | Process Intensity | Typical Cycle Time |
|---|---|---|---|
| Circular Vibratory (KVM) | Small to medium parts, mixed geometry, general deburring | Low to medium | 30 to 120 minutes typical |
| Trough Vibratory (TVM) | Long or large parts, delicate parts, shaft-type components | Low to medium | 30 to 120 minutes typical |
| Centrifugal Disc (KSM) | Small precision parts, high surface quality, short cycle | High | 5 to 30 minutes typical |
Cycle times listed above are indicative only. Actual cycle time depends on part material, burr size, media type, compound selection, machine load, and the specific surface quality target. Process validation through sample testing is required before production release.
Media Selection for Common Metal Types
Media selection is one of the most consequential decisions in any deburring process. The wrong media type will either fail to remove burrs within an acceptable cycle time or will damage part surfaces beyond the acceptable finish specification.
For steel and stainless steel parts, ceramic media is the standard choice. Ceramic media provides sufficient abrasive cutting force to address the hard burrs that form on ferrous metals. A common process chemical pairing for steel deburring is 943 deburring and polishing liquid combined with 028-S degreasing liquid. The deburring compound maintains the correct pH environment for ceramic media performance and prevents rust formation during wet processing.
For aluminum, zamak, and other soft alloys, plastic media is generally preferred. Plastic-bonded abrasive media cuts more gently, which is appropriate for softer materials where ceramic media would create excessive surface roughness or marking. A suitable process chemical combination for aluminum is 085 deburring and polishing liquid together with 028-S degreasing liquid. This combination supports the cutting and degreasing action needed for non-ferrous parts.
Media shape selection depends on part geometry. Triangular and cylindrical shapes are common general-purpose choices. Smaller media shapes can reach into tighter areas such as bores and threads, but very small media increases the risk of lodging in blind holes or internal cavities. Larger media shapes reduce lodging risk but may not reach recessed features effectively. Media shape and size must be matched to the specific part geometry during process development.
Key Process Parameters That Control Deburring Results
Once a machine type and media are selected, the following process parameters directly control deburring effectiveness and surface quality:
- Vibration amplitude and frequency — higher amplitude increases process intensity and material removal rate
- Machine load ratio — the proportion of parts to media affects part-on-part contact and surface quality
- Compound dosing rate — controls lubrication, cutting, pH, and part cleanliness during processing
- Water flow rate — affects compound concentration, temperature, and media performance
- Cycle time — longer cycles produce more material removal and smoother surfaces but increase cost
- Media wear level — worn media loses cutting efficiency and must be monitored and replenished
These parameters interact with each other and with the specific combination of part material, burr size, and media type. Small changes in compound dosing or load ratio can significantly affect both the deburring result and the surface finish condition. Process development should include systematic variation of these parameters during sample testing before setting production standards.
Common Wrong Choices in Deburring Process Selection
Several recurring mistakes appear in industrial deburring process selection. Understanding these helps avoid costly rework or reprocessing.
Using ceramic media on aluminum or zamak parts without process validation is a frequent error. Ceramic media may achieve faster burr removal on soft metals, but it often creates a rougher surface than required and can cause excessive material loss on thin-walled parts. Unless aggressive material removal is specifically required and validated, plastic media is the safer starting point for non-ferrous metals.
Selecting a circular vibratory machine for long parts without checking part length against bowl geometry is another common problem. Parts that are too long relative to the bowl diameter will orient vertically and tumble end-over-end, causing impact damage at part ends. A trough machine or a larger bowl diameter should be evaluated in these cases.
Underestimating the importance of washing and drying steps after wet finishing is also a practical issue. Wet vibratory finishing leaves compound residue and media fines on part surfaces. Without proper rinsing and drying, parts can rust, stain, or carry contamination into downstream processes such as painting or plating. Integrating a washing step and a drying system into the finishing line is important for production quality.
Automation and Line Integration Considerations
In high-volume manufacturing environments, manual loading and unloading of vibratory machines becomes a production bottleneck. Automated finishing lines integrate the vibratory machine with a separator, a washing unit, and a drying unit into a continuous or semi-continuous process flow. Parts are loaded at the entry point and exit the line clean, dry, and ready for inspection or downstream processing.
Separator machines divide parts from media at the end of the finishing cycle. For wet finishing with compounds, a washing stage removes residual compound and media fines. Drying is typically handled by a vibratory dryer using dry corn cob or walnut shell drying media. The level of automation that is justified depends on production volume, labor cost, part value, and the number of shifts the finishing operation runs.
Wastewater from wet vibratory finishing contains suspended solids, oils, and finishing compounds. In many industrial environments, this water cannot be discharged without treatment. A wastewater treatment or recycling system is often required to comply with local discharge regulations and to reduce water consumption. This factor should be included when evaluating total finishing line cost and environmental compliance.
Validation Before Production Release
No deburring process should be transferred to production without sample testing and validation. The following checklist summarizes the minimum validation steps before releasing a process for production:
- Confirm burr removal is complete across all part surfaces and features
- Confirm edge condition meets the drawing specification or quality standard
- Confirm surface roughness is within the acceptable range for the part
- Confirm no media lodging in bores, slots, or blind holes
- Confirm no part-on-part damage at the load ratio used in production
- Confirm compound dosing and water flow settings are repeatable
- Confirm washing and drying cycle removes all residue and prevents staining or rust
- Document all process parameters for production repeatability
Frequently Asked Questions
What is the difference between deburring and edge rounding?
Deburring removes the unwanted burr material left after machining or forming. Edge rounding goes further by creating a controlled radius on the part edge, which reduces stress concentration, improves coating adhesion, and meets engineering specifications that require a defined edge break. Both results can be achieved in the same vibratory or centrifugal finishing cycle by adjusting cycle time, media type, and process intensity.
Can all metal materials be processed in the same vibratory machine?
Yes, but not in the same batch. Steel and aluminum parts require different media types and should not be mixed. Running incompatible materials or media combinations in the same cycle produces poor results and can cause surface damage. Separate batches with appropriate media and compounds for each material group are required.
How long does a typical deburring cycle take?
Cycle time depends on part material, burr size, media selection, and the required surface quality. In vibratory finishing, cycles commonly range from 30 to 120 minutes for standard deburring. Centrifugal disc machines can achieve comparable results in 5 to 30 minutes due to higher process intensity. Actual cycle time must be determined through sample testing for each specific application.
Is washing required after vibratory deburring?
In most wet finishing processes, washing is recommended. Wet vibratory finishing leaves compound residue and fine media particles on part surfaces. Without rinsing, this residue can cause staining, interfere with downstream coating processes, or create contamination in assembled systems. Integrated washing and drying steps are standard practice in production finishing lines.
Related Machine and Process Resources
Related Video Demonstration
Conclusion
Selecting the right deburring process requires a structured evaluation of part material, geometry, burr characteristics, surface quality targets, and production requirements. No single machine or media type is universally correct. Circular vibratory machines cover the broadest range of general deburring applications, trough machines address long or delicate parts, and centrifugal disc machines are suited to high-precision or short-cycle requirements. Media selection must follow material hardness logic, with ceramic media for steel and plastic media for aluminum and soft alloys. Process parameters must be validated through sample testing before production release. When these selection decisions are made systematically, deburring produces consistent, repeatable results that meet engineering and quality requirements across demanding industrial applications.
Sorry, the comment form is closed at this time.