

12 Jun Edge Rounding Laser Cut Parts
Edge rounding laser cut parts is a well-defined finishing requirement in sheet metal production, yet it is frequently underestimated in process planning. Laser cutting produces clean dimensional cuts but leaves behind sharp edges, oxide layers, burr formations, and heat-affected zones that must be addressed before assembly, coating, or delivery. Selecting the correct finishing method for this application depends on part geometry, material type, edge condition, required surface quality, and production volume — not on a single default process.
In This Article
What Makes Laser Cut Edges Different from Other Cutting Methods
Laser cutting generates a characteristic edge profile that differs from mechanical cutting. The kerf is narrow and precise, but the thermal energy input creates a heat-affected zone along the cut edge. On steel and stainless steel, this zone may include oxide discoloration, micro-scale solidified spatter, and a hardened surface layer. On aluminum, the edge condition tends to be softer but may show rough striations or burr deposits depending on cutting speed and assist gas settings.
These edge conditions affect downstream processes. Sharp edges cause coating adhesion failures at corners, create injury risks during handling, and concentrate stress under dynamic loads. A properly rounded edge distributes these effects more evenly and provides a consistent surface for subsequent powder coating, anodizing, or electroplating.
Finishing Methods Used for Edge Rounding After Laser Cutting
Several finishing technologies are used in practice for edge rounding laser cut parts. Each has a different working principle and is suited to different part types and production requirements.
Vibratory finishing — both circular and trough configurations — uses the abrasive action of ceramic or plastic media in a vibrating container to uniformly round edges, remove light burrs, and improve surface texture simultaneously. Belt grinding and brush deburring machines work by direct contact and are better suited to flat sheet parts with simple geometry. Drag finishing and barrel tumbling are used for specific part types where controlled edge rounding with high media pressure is needed.
For mixed batches of small to medium laser cut parts with complex geometry, vibratory finishing is often the most practical choice because it processes all exposed edges simultaneously without fixturing and without risk of part-to-part impact damage when correctly loaded.
Machine Selection Criteria for Laser Cut Parts
Selecting the correct machine type for edge rounding laser cut parts requires evaluating several parameters. A single machine type does not cover all applications equally.
| Selection Factor | Circular Vibratory (KVM) | Trough Vibratory (TVM) |
|---|---|---|
| Part size | Small to medium parts, up to approximately 400 mm in the largest dimension | Long or large parts, flat sheets, structural profiles |
| Part geometry | Complex 3D geometry, punched holes, flanges, tabs | Flat or elongated parts, frames, brackets |
| Batch processing | Suitable for medium to high volume mixed batches | Suitable for lower volume large part batches |
| Edge uniformity | Good on all accessible edges due to 3D media flow | Good on flat edges, may require longer cycle on narrow profiles |
| Media lodging risk | Higher for parts with small holes or narrow slots | Lower for flat open parts |
| Automation integration | Standard with separator, conveyor, and drying systems | Possible with adapted handling systems |
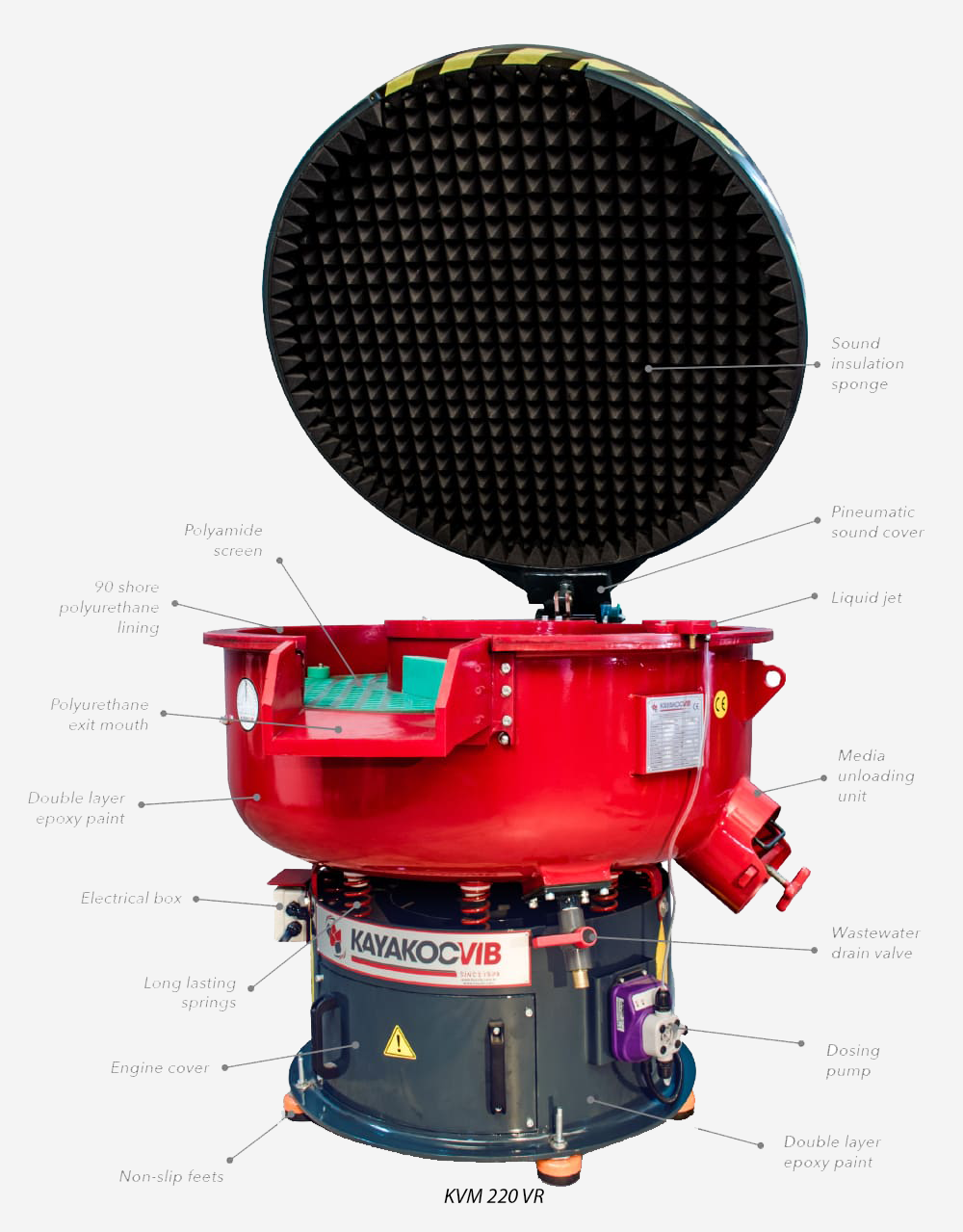
For the majority of laser cut parts in steel, stainless steel, and aluminum with moderate complexity, a circular vibratory finishing machine such as the KAYAKOCVIB KVM series provides the most flexible and scalable solution. The toroidal media flow in a circular trough ensures consistent contact across all part surfaces and edges without requiring part fixturing.
Long laser cut parts such as structural frames, door panels, or guide rails may not process effectively in a circular machine. For these geometries, a trough vibratory machine such as the TVM series is the preferred configuration, allowing parts to orient along the trough length and receive uniform media contact without excessive collision.
Media Selection for Laser Cut Edge Rounding
Media selection is one of the most influential decisions in achieving consistent edge rounding on laser cut parts. The wrong media choice results in either insufficient edge break, excessive material removal, or surface texture damage.
For steel and stainless steel laser cut parts, ceramic media is the standard choice. Ceramic bonded abrasive media with medium to coarse grit provides the cutting action needed to remove oxide layers and round hardened laser edges efficiently. The media shape should be selected based on part geometry — triangular or star-shaped media works well for parts with open geometry, while cylindrical or spherical media may be preferred for parts with recessed features where sharp-edged media may lodge.
For aluminum laser cut parts, plastic bonded abrasive media is typically preferred. Plastic media is less aggressive and reduces the risk of embedding abrasive particles into the soft aluminum surface. Fine to medium grit plastic media provides edge rounding while preserving surface finish quality.
When mixed materials are processed in the same facility, dedicated media sets for each material type are recommended. Running steel and aluminum parts in the same batch is generally not advisable due to the risk of cross-contamination and galvanic surface reactions, particularly before anodizing or coating operations.
Process Variables That Control Edge Rounding Quality
Edge rounding on laser cut parts is influenced by several interacting process variables. Understanding these variables allows process engineers to tune results without extensive trial-and-error.
- Media type and grit: Coarser grit removes material faster but may leave a rougher surface texture. A two-stage process — rough cut followed by fine finish — is used when both edge rounding and surface finish quality are required.
- Compound type and concentration: Wet finishing compounds serve as lubricants and cleaning agents. They protect the surface from corrosion during processing and help flush removed material out of the machine. The correct compound concentration affects both process efficiency and final surface cleanliness.
- Water flow rate: In wet vibratory finishing, a continuous water flow carries swarf and abrasive debris out of the trough. Insufficient water flow leads to sludge buildup, which reduces media cutting action and may cause part surface contamination.
- Machine amplitude and frequency: Higher amplitude increases media pressure on part edges, accelerating edge rounding. Lower amplitude is used when surface finish is the primary objective. Amplitude and frequency settings must be matched to part weight and media load.
- Cycle time: Cycle time determines the degree of edge rounding achieved. Shorter cycles produce a light edge break suitable for general handling safety. Longer cycles produce a more pronounced radius, as required for powder coating adhesion or functional load-bearing edges.
- Media-to-part volume ratio: Maintaining the correct ratio prevents excessive part-to-part contact and ensures adequate media coverage of all part surfaces.
Common Selection Mistakes in Edge Rounding After Laser Cutting
Several recurring selection and process errors reduce finishing quality or increase production cost in edge rounding applications.
Using a single media type for all laser cut materials is a common mistake. Steel and stainless steel require ceramic media with sufficient hardness and grit to break through the thermally hardened edge layer. Using plastic media on these materials results in inadequate edge rounding even at extended cycle times. Conversely, using ceramic media on thin aluminum parts may cause excessive material removal or surface damage.
Ignoring media size relative to part features creates lodging problems. When the media is smaller than a slot or hole in the part, it becomes trapped and requires manual removal after each cycle. Media size should always be specified with reference to the smallest feature opening in the part batch.
Underestimating the effect of part loading density is another frequent issue. Overloading a vibratory machine reduces the effective media-to-part ratio and reduces edge contact uniformity. This produces inconsistent results across the batch, with some parts showing adequate rounding and others remaining sharp.
Selecting machine capacity based only on throughput volume without considering part geometry leads to poor results. A circular vibratory machine sized for 200-kilogram loads of small fasteners may not produce acceptable results when loaded with flat sheet panels of the same total weight, because the large flat parts suppress normal media flow.
Surface Quality Expectations and Validation
Edge rounding laser cut parts in a vibratory finishing process does not produce a single fixed result. Achievable edge radius, surface roughness, and oxide removal depend on material, burr condition, media selection, and process parameters. Results must be validated through sample testing with the actual part geometry and material before committing to a production process.
In typical industrial applications, vibratory finishing after laser cutting can produce a consistent edge break ranging from a light 0.05 mm radius for general handling safety to a more pronounced 0.2 to 0.5 mm radius for coating preparation, depending on cycle time and media selection. These ranges are approximate and application-dependent, not guaranteed values.
Surface roughness after vibratory finishing is also material and media dependent. For stainless steel parts destined for visible surfaces, a two-stage process using coarse ceramic media followed by fine plastic or porcelain media can reduce surface roughness to levels compatible with decorative requirements. Actual Ra values must be confirmed by testing on production parts.
Automation and Line Integration for High-Volume Production
When edge rounding laser cut parts is required at high production volume, manual loading and unloading of vibratory machines becomes a bottleneck. Automated finishing lines address this by integrating vibratory finishing with part feeding, separation, washing, and drying in a continuous or semi-continuous flow.
A typical automated line for laser cut parts includes a vibratory finishing machine, a media separator to recover and return media while discharging finished parts, a washing station to remove compound residue and surface contamination, and a drying unit such as a circular vibratory dryer or trough dryer depending on part size. PLC-controlled recipe management allows cycle time, water flow, and compound dosing to be stored and recalled for different part families, ensuring repeatable results across shifts.
Wastewater generated by wet vibratory finishing contains suspended solids, compound chemistry, and metal fines. In continuous production environments, a wastewater treatment and recycling system reduces disposal costs and ensures regulatory compliance. This is particularly relevant for stainless steel and aluminum finishing where process water quality affects surface cleanliness before anodizing or passivation.
Frequently Asked Questions
What type of media is best for edge rounding stainless steel laser cut parts?
Ceramic bonded abrasive media with medium to coarse grit is the standard choice for stainless steel laser cut parts. The ceramic hardness is sufficient to break through the thermally hardened edge layer produced during laser cutting. Media shape should be selected to avoid lodging in part features.
Can aluminum and steel laser cut parts be finished in the same batch?
Mixing aluminum and steel parts in the same finishing batch is generally not recommended. Galvanic surface reactions can occur in wet processes, and cross-contamination from steel particles embedded in aluminum surfaces can cause problems in subsequent anodizing or coating operations. Dedicated media sets and separate processing runs are preferred.
How do I prevent media lodging in laser cut parts with small holes?
Select media with a minimum dimension larger than the smallest hole or slot in the part. As a general rule, media should not fit through any opening in the part. For parts with very small features, plastic media in larger shapes or specially shaped media profiles can reduce lodging risk. Media size must be reviewed for each new part geometry introduced into the process.
Is a two-stage finishing process necessary for laser cut parts?
A two-stage process is not always necessary. For parts where edge rounding and basic deburring are the only requirements, a single stage with appropriate ceramic media is usually sufficient. A two-stage process — coarse cut followed by fine finish — is used when both edge rounding and improved surface texture are required, for example before visible coating or decorative finishing.
Conclusion
Selecting the right approach to edge rounding laser cut parts requires evaluating part geometry, material type, edge condition, required surface quality, and production volume as a system. Circular vibratory finishing machines cover the widest range of laser cut part applications, while trough vibratory machines address long or large parts that do not process efficiently in circular configurations. Media selection — ceramic for ferrous materials, plastic for aluminum — has a direct effect on edge quality and surface condition. Process variables including amplitude, cycle time, compound concentration, and media-to-part ratio must be tuned to the specific part and validated through sample testing before production scale-up. Automation integration becomes economically justified when volume, consistency requirements, or labor cost reduction targets make manual operation impractical. A well-designed vibratory finishing process for laser cut parts delivers consistent, repeatable edge quality that supports downstream coating, assembly, and functional performance.
Sorry, the comment form is closed at this time.