

01 Jun Deburring Machine Laser Cut Parts
Choosing the right deburring machine for laser cut parts is a more detailed engineering decision than it may initially appear. Laser cutting produces a characteristic combination of surface conditions — including oxide scale, heat-affected zones, sharp edges, and burrs of varying severity — that directly influences which machine type, media, and process parameters will deliver consistent, acceptable results. Understanding these factors before committing to a machine configuration can prevent quality issues, excessive cycle times, and unnecessary consumable costs in production.
Surface Conditions Specific to Laser Cut Parts
Laser cut parts are not equivalent to stamped or machined parts from a surface finishing standpoint. The cutting process introduces several surface conditions that affect how a deburring machine must be configured.
The heat-affected zone along cut edges can produce a thin layer of oxidized material, commonly referred to as laser scale or dross. This layer is harder than the base material in many steels and requires an abrasive finishing action to remove effectively. On mild steel, this scale is typically dark and adherent. On stainless steel, the oxide discoloration extends further from the cut edge and often needs to be addressed to meet visual or corrosion resistance requirements.
Burrs on laser cut parts tend to be smaller than those on punched or stamped parts, but they are often harder due to the rapid heating and cooling cycle. Thin sheet materials — typically below 3 mm — may produce a fine intermittent burr along the cut profile, while thicker sections can develop a more pronounced dross attachment on the bottom edge of the cut.
Internal contours, holes, and slots introduce additional complexity. Geometry that traps media must be carefully evaluated before selecting a media size or machine type. Parts with very small internal holes, fine slots, or undercuts present a risk of media lodging, which can cause part damage or create a secondary quality problem.
Machine Selection Logic for Laser Cut Parts
The selection of a deburring machine for laser cut parts depends on a structured evaluation of part characteristics. No single machine type suits all laser cut geometries, materials, or production volumes. The following factors should be assessed systematically before specifying a machine.
Part size and geometry determine whether a circular vibratory machine or a trough-type vibratory machine is more appropriate. For small to medium flat sheet parts — typically up to 400 mm in the longest dimension — a circular vibratory finishing machine provides good media circulation and effective edge contact. For long or elongated parts that would bridge across a circular bowl and resist proper media immersion, a trough vibratory machine is generally preferred because the trough geometry allows long parts to tumble along the length axis without bridging.
Material type affects media selection and the required finishing intensity. Mild steel laser cut parts typically tolerate ceramic or high-density abrasive media without surface marking concerns. Stainless steel requires attention to cross-contamination, and dedicated media and compounds must be used to avoid iron particle transfer that could compromise corrosion resistance. Aluminum laser cut parts are softer and more susceptible to surface marking, which calls for plastic or lower-density media and reduced amplitude settings.
Burr size and hardness determine the required abrasive cut rate. Fine laser burrs on thin sheet may be removed with a medium-grade ceramic or plastic abrasive media in a relatively short cycle. Harder dross or thicker slag on heavier sections may require a coarser or higher-density abrasive to achieve the same edge condition within a practical cycle time.
Required surface quality establishes whether the process goal is deburring only, edge rounding, oxide removal, or a combination of all three. Parts destined for painting, powder coating, or adhesive bonding typically require a consistent edge radius and a clean, scale-free surface. Parts going directly to final assembly may only need burr removal without significant surface refinement. The finishing process should be designed around the actual surface requirement, not a generic specification.
Circular Vibratory Versus Trough Vibratory Machines
Both circular and trough vibratory finishing machines operate on the same basic principle: mechanical vibration causes the finishing media and parts to circulate within the work bowl, generating controlled abrasive or burnishing contact between the media surface and the part surface. The key difference is the geometry of the work bowl and the resulting motion pattern.
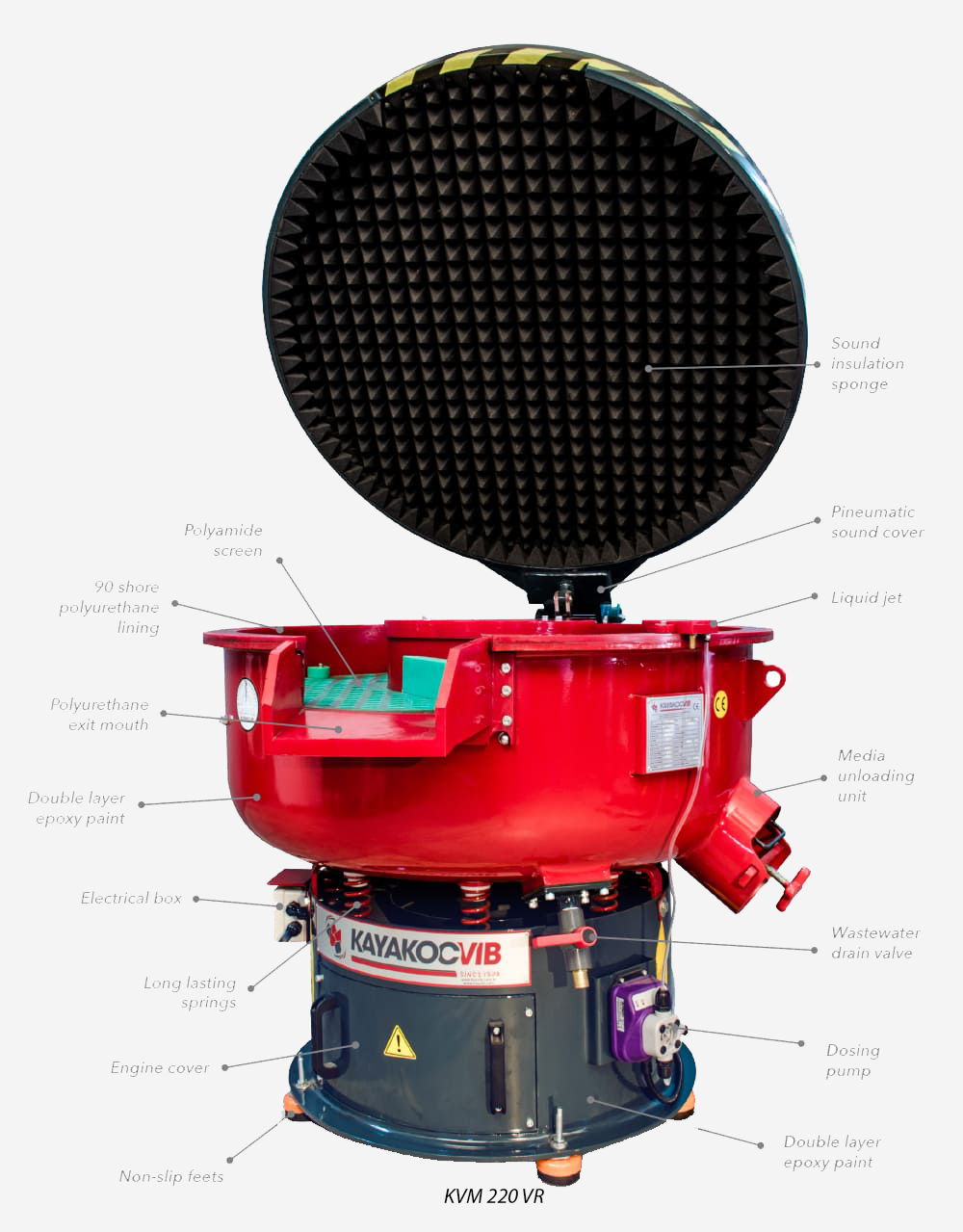
In a circular vibratory machine, the bowl is toroidal and the media-part mass moves in a helical spiral, combining rotational and vertical oscillation. This motion is well suited for small to medium batch sizes and parts that do not have extreme aspect ratios. A circular vibratory machine such as the KAYAKOCVIB KVM series can handle a broad range of flat laser cut parts with good edge contact uniformity across the part perimeter.
In a trough vibratory machine, the work channel is elongated and the mass moves in a continuous forward-rolling spiral along the trough length. This motion is better suited for long flat parts or profiles that need to travel through the media mass without becoming wedged or stacked. For laser cut profiles, rails, or structural parts that exceed the practical size limit for circular machines, a trough machine provides a more controlled tumbling motion and reduces the risk of part-on-part collision damage.
| Criteria | Circular Vibratory (KVM) | Trough Vibratory (TVM) |
|---|---|---|
| Part size | Small to medium | Medium to large or long |
| Part geometry | Compact, flat, or prismatic | Elongated, profiles, sheets |
| Batch capacity | Moderate to high | Moderate |
| Part-on-part risk | Higher for fragile parts | Lower for long parts |
| Separation integration | Standard | Requires specific configuration |
Media and Compound Selection for Laser Cut Parts
Media selection has a greater influence on process outcome than machine type in many laser cut finishing applications. The wrong media can leave the part surface marked, fail to remove oxide scale, or create a media lodging problem in internal features.
For mild steel laser cut parts, triangular or cylindrical ceramic media in a medium-cut formulation is commonly used. Ceramic media provides sufficient abrasive action to remove laser scale and fine burrs while maintaining dimensional stability over many cycles. The media size must be selected to avoid lodging in the smallest internal feature of the part. A general rule is that the media body should be at least 20 to 30 percent larger than the smallest slot or hole in the part, though the actual minimum size should be verified through sample testing.
For stainless steel laser cut parts, stainless-compatible media and compounds are required. Standard ceramic media may contain iron-bearing abrasive components that deposit iron particles on stainless steel surfaces, leading to surface rust after finishing. Stainless-compatible ceramic media and dedicated non-ferrous compounds should be specified, and the machine bowl should be cleaned of any residual steel media before processing stainless parts.
For aluminum laser cut parts, plastic abrasive media is typically preferred. Plastic media provides a gentler cut rate, reduces part marking risk on soft aluminum surfaces, and generates less surface stress than dense ceramic media. The compound selection should support aluminum-compatible chemistry, avoiding alkaline compounds that can cause surface staining or hydrogen embrittlement in certain aluminum alloys.
Finishing compounds serve multiple functions in vibratory finishing: they act as lubricants to control media-to-part friction, as mild chemical agents to support scale removal or surface brightening, and as cleaning agents to flush swarf and abrasive particles from the bowl. Compound concentration and water flow rate must be controlled consistently to maintain a stable process. Inconsistent compound delivery is a common cause of batch-to-batch variation in laser cut part finishing.
Process Parameters That Affect Edge Condition
In vibratory finishing, several adjustable process parameters directly influence the edge rounding radius, surface roughness, and cycle time achieved on laser cut parts.
Amplitude controls the energy intensity of the vibratory motion. Higher amplitude increases abrasive contact force, which accelerates material removal and edge rounding but also increases the risk of part-on-part collision damage and surface marking. For thin or delicate laser cut parts, reduced amplitude combined with longer cycle time is generally safer than maximum amplitude with a short cycle.
Cycle time must be calibrated for the specific combination of part geometry, material, burr size, and media type. Short cycle times may leave scale or burrs partially unaddressed, while excessively long cycles can over-round edges beyond the required specification. In production environments, cycle time should be established through sample testing and validated against the drawing requirement for edge radius or surface condition.
Media-to-part load ratio affects how efficiently the media contacts the part surface. Overloading the machine reduces media circulation and slows the finishing action. Underloading can increase part-on-part contact frequency. Typical practice is to fill the machine bowl to approximately 80 to 90 percent of working volume with media, then add parts up to the recommended load fraction for the specific media and part combination.
Water flow rate and compound concentration must remain stable throughout the cycle. Variable water supply pressure or inconsistent compound dosing will produce surface variation within a batch. Automated compound dosing systems improve repeatability and reduce operator-dependent variation in high-volume production.
Separation, Washing, and Drying Considerations
After finishing, laser cut parts must be separated from the media without damage. Most circular vibratory machines can be configured with an integrated separator screen that allows media to pass through while retaining parts. The separator screen aperture must be sized correctly for the part geometry — parts with small features or irregular profiles can sometimes pass through screens designed for simpler geometries if the screen opening is not carefully specified.
Wet finishing processes leave parts coated with compound residue and fine abrasive swarf. For parts going to painting, coating, or precision assembly, washing after finishing is often necessary. Pressure washing or immersion washing systems can be integrated into the finishing line to remove compound residue before drying. For stainless steel parts, thorough washing is particularly important to remove abrasive particles that could initiate surface corrosion if left in contact with the part.
Drying after wet finishing prevents surface rust on mild steel parts and removes water marks from visible surfaces. Vibratory dryers using dry corncob or wood chip drying media are commonly used in industrial mass finishing lines. Parts should be dried promptly after washing to minimize rust formation risk, particularly in humid environments.
Production Volume and Automation Requirements
The required production volume is a significant factor in determining machine size and automation level. Low-volume or prototype laser cutting operations may be adequately served by a smaller batch vibratory machine with manual loading and unloading. High-volume sheet metal production environments, however, benefit from automated loading systems, continuous compound dosing, integrated separation, and inline drying to reduce labor and maintain consistent throughput.
In automated finishing lines for laser cut parts, parts are typically loaded in batches by conveyor or robot, processed through a timed vibratory cycle, separated from media, washed, dried, and conveyed to the next production stage without manual handling. This configuration eliminates batch-to-batch variation caused by operator loading differences and reduces the labor cost per part significantly in high-throughput applications.
Mixed-material laser cutting operations — where steel, stainless steel, and aluminum parts are cut in the same shift — require either dedicated finishing lines for each material or a carefully managed process changeover protocol. Running steel and aluminum parts in the same batch is not recommended, as the softer aluminum surface will be damaged by contact with steel particles and steel parts can embed aluminum debris, which is difficult to remove.
Frequently Asked Questions
What type of deburring machine is best suited for small laser cut flat parts?
Circular vibratory finishing machines are generally well suited for small to medium flat laser cut parts. They provide good media circulation, consistent edge contact, and can be configured with integrated separation screens. The actual machine size should be selected based on batch weight and part dimensions.
Can vibratory finishing remove laser oxide scale from stainless steel?
Yes, vibratory finishing with appropriate ceramic media and stainless-compatible compounds can remove laser oxide discoloration from stainless steel surfaces in most applications. The effectiveness depends on the thickness of the oxide layer and the selected media cut rate. Thick scale from high-power cutting may require a more aggressive initial media stage before a finishing or brightening stage.
How do I prevent media from lodging inside laser cut holes or slots?
Select a media size where the minimum body dimension is at least 20 to 30 percent larger than the smallest internal feature. Verify this through physical testing with sample parts before production. If lodging is unavoidable with standard media, consider using cylindrical or shaped media with dimensions specifically matched to avoid the critical feature sizes in the part.
Is edge rounding possible with vibratory finishing on laser cut parts?
Yes. Vibratory finishing can produce consistent edge rounding on laser cut parts, with the achievable radius depending on media type, abrasive cut rate, amplitude, and cycle time. The exact edge radius requires validation through sample testing against the drawing specification, as actual results depend on part geometry and material.
Conclusion
Selecting a deburring machine for laser cut parts requires a structured evaluation of part geometry, material, burr and oxide condition, required surface quality, and production volume before specifying machine type, media, compound, or cycle parameters. Circular vibratory machines handle the majority of small to medium flat laser cut parts effectively, while trough-type machines serve long or large parts better. Media selection — particularly regarding size relative to internal features, abrasive grade, and material compatibility — has a direct and often decisive influence on process outcome. For stainless steel and aluminum, material-specific media and compounds are not optional. Cycle time, amplitude, and compound dosing must all be calibrated and validated through sample testing rather than assumed from generic defaults. In higher-volume operations, integrating separation, washing, and drying into an automated line substantially improves consistency and reduces labor cost per part. The engineering logic for choosing the right deburring machine for laser cut parts ultimately follows from the part requirements, not from machine availability alone.
Sorry, the comment form is closed at this time.