

31 May Batch Finishing Fasteners
Batch finishing fasteners is one of the most efficient approaches available to manufacturers who need to deburr, edge-round, and surface-condition thousands of bolts, screws, nuts, washers, or threaded inserts in a single production cycle. Rather than processing parts individually, mass finishing technology allows large volumes of fasteners to be loaded into a machine simultaneously, where controlled media action treats every exposed surface through continuous mechanical contact. This article explains the engineering fundamentals behind the process, how to configure it correctly for fastener production, and what variables most directly influence surface quality and throughput.
Why Fasteners Require Surface Finishing
Fasteners produced by cold heading, thread rolling, stamping, or machining typically carry sharp edges, burrs, tool marks, or scale deposits that can affect downstream assembly performance, coating adhesion, or service reliability. Sharp thread entries can damage mating surfaces during assembly. Burrs on flange faces or bearing surfaces can cause dimensional inconsistency in tightly toleranced assemblies. Surface roughness above acceptable limits can reduce the performance of electroplating, zinc coating, or phosphating applied later in the process chain.
Surface finishing removes these defects efficiently across the entire batch without requiring manual handling of individual parts. For steel and stainless steel fasteners this typically means deburring and edge conditioning. For aluminum fasteners it may also include a pre-polish step before anodizing. In both cases, the goal is controlled, repeatable surface improvement across every part in the batch with minimal labor input.
How Vibratory Batch Finishing Works
The most widely used technology for batch finishing fasteners is vibratory finishing, specifically circular vibratory machines. The machine bowl is loaded with a mixture of finishing media and parts. An eccentric vibratory motor creates controlled three-dimensional vibration that causes the entire media-part mass to circulate in a toroidal flow pattern. As parts move through the media, continuous low-force contact between media surfaces and part surfaces removes burrs, rounds edges, and reduces surface roughness.
The process runs wet, with a water-diluted compound solution fed continuously or intermittently into the bowl. The compound serves multiple functions: it acts as a lubricant to reduce part-on-part contact damage, it carries away abraded material and fine swarf, it conditions the media surface, and it helps control the cutting rate. Compound concentration, flow rate, and pH all affect the finishing result.
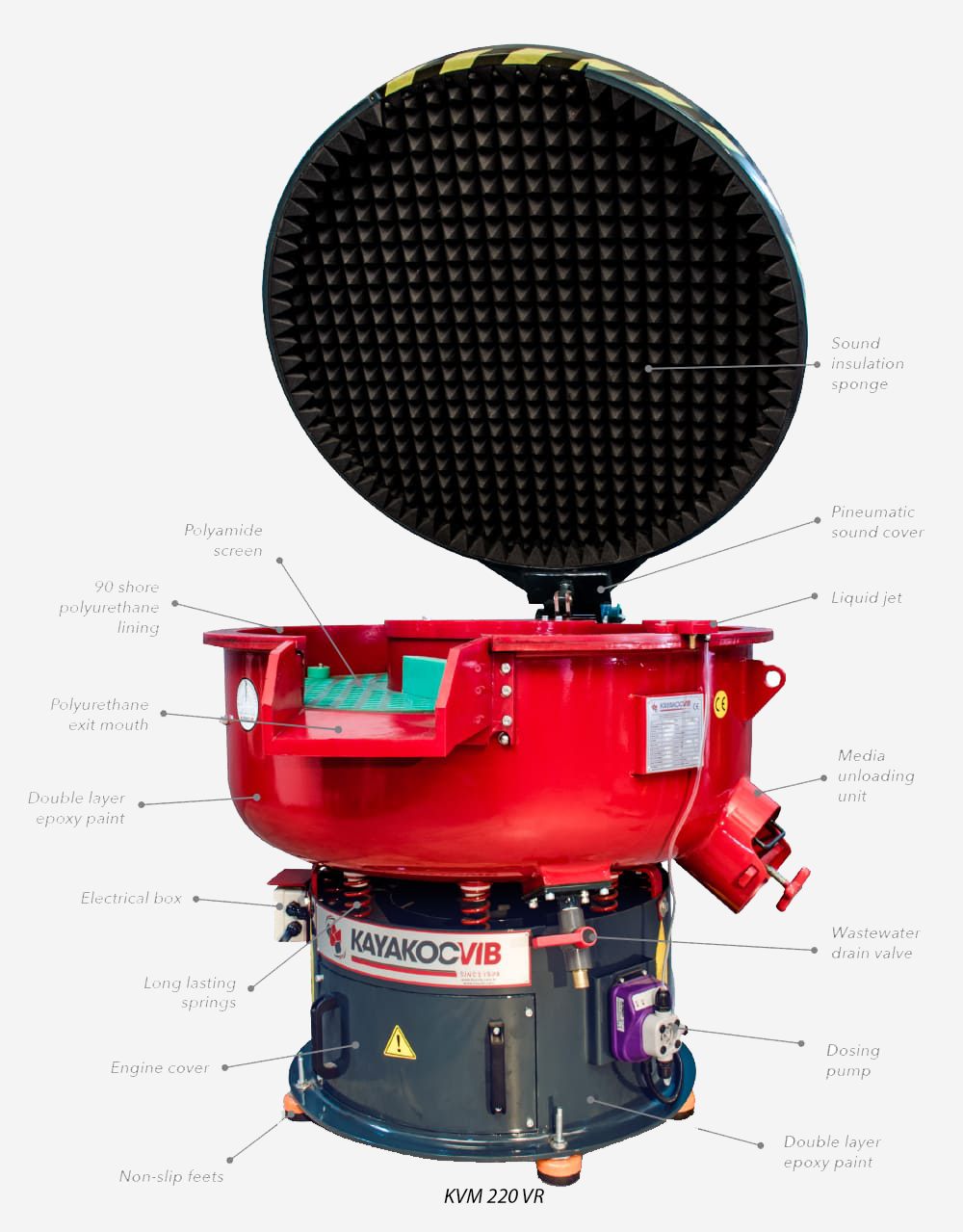
Circular vibratory machines such as the KAYAKOCVIB KVM series are well suited to fastener finishing because the toroidal flow pattern distributes all parts evenly through the media mass, ensuring consistent treatment across the entire batch. The bowl geometry also allows efficient separation of finished parts from media at the end of the cycle, which is important when processing small fasteners at high volume.
Setting Up the Process for High-Volume Fastener Batches
Processing thousands of fasteners in one batch requires careful setup across several variables. Each decision affects cycle time, surface quality, and part-on-part damage risk.
Machine Volume and Load Ratio
The working volume of the machine bowl must match the batch size. Overloading reduces media circulation and produces uneven results. Underloading increases part-on-part contact and raises the risk of surface damage, particularly on softer materials such as aluminum. A typical load ratio for fastener finishing is 50 to 70 percent media fill with parts occupying 15 to 25 percent of the total bowl volume, though the exact ratio depends on part geometry and part weight. Heavier parts such as large steel bolts require more media cushioning than lightweight aluminum screws.
Media Selection
Media selection is the most influential single variable in a fastener finishing process. The correct media type must match the material, part geometry, required surface condition, and cycle time target.
For steel and stainless steel fasteners requiring deburring and edge rounding, ceramic media with medium to high cutting grade is typically used. Ceramic media provides durable, consistent cutting action and is suitable for high-volume continuous production. For aluminum fasteners or parts requiring a smoother pre-plate finish, plastic media with a finer abrasive grade is often preferred because it produces less aggressive cutting and leaves a smoother surface. For polishing or burnishing after primary deburring, steel burnishing media or porcelain media may be used in a second-stage process.
Media shape also matters for fasteners. Cylindrical, triangular, or angle-cut media shapes are commonly used because they reach the spaces around thread profiles, flange faces, and head geometries without lodging inside threaded holes. Media size must be selected to prevent media from becoming trapped inside through-holes or blind holes on the parts.
Compound Selection and Water Control
Compounds are formulated for specific combinations of material, media type, and surface objective. For steel fastener deburring with ceramic media, a general-purpose cutting compound is typically used. For stainless steel parts, a compound with corrosion inhibitor properties helps prevent flash rust between finishing and subsequent washing or plating. For aluminum parts, a compound compatible with aluminum chemistry prevents darkening or surface staining during the process.
Water flow rate and compound dilution must be controlled consistently. Insufficient water flow causes media loading with fine swarf, reducing cutting efficiency. Excessive flow dilutes the compound and reduces its lubricating and protective function. Most vibratory finishing systems use a continuous drip feed or dosing pump to maintain stable compound concentration throughout the cycle.
Cycle Time and Amplitude Settings
Vibratory machine amplitude and frequency settings control the intensity of media-part contact. Higher amplitude increases cutting speed but also increases part-on-part contact force, which can cause surface damage on thin-wall or lightweight fasteners. Lower amplitude produces gentler action but extends cycle time. For typical steel fastener deburring, cycle times commonly range from 20 to 60 minutes depending on burr size, media grade, and required surface finish. Finer polishing stages may require longer cycles with softer media.
Process Parameters Reference
| Parameter | Typical Range | Key Influence |
|---|---|---|
| Media fill ratio | 50 to 70% of bowl volume | Media flow, cutting uniformity |
| Part fill ratio | 15 to 25% of bowl volume | Part-on-part contact risk |
| Cycle time (deburring) | 20 to 60 minutes | Burr size, media grade, part material |
| Compound concentration | 1 to 3% in water, application-dependent | Cutting rate, surface protection |
| Water flow rate | Continuous drip or timed dosing | Swarf removal, media condition |
| Amplitude | Adjustable per machine model | Cutting intensity, part safety |
These ranges are typical for general fastener applications. Actual values must be validated through sample testing and adjusted for specific part geometry, material hardness, and surface quality requirements.
Part-on-Part Contact and Damage Prevention
One of the primary engineering risks in batch finishing fasteners is part-on-part contact damage, particularly on smaller or softer fasteners. When two parts contact each other directly without media between them, the result can be surface indentations, edge chips, or thread damage. The risk increases when the batch volume is too high relative to the media fill, when parts are too heavy, or when amplitude settings are too aggressive.
Controlling the load ratio is the primary mitigation strategy. Secondary strategies include using a higher proportion of media to parts, selecting media shapes that effectively separate parts within the mass, and reducing amplitude when processing lightweight or precision fasteners. For very sensitive parts, separating part types within the batch or switching to a centrifugal disc machine for shorter, more controlled cycles may be appropriate.
Separation After Finishing
After the finishing cycle, parts must be separated from media before washing or drying. For circular vibratory machines, the separation system is typically integrated into the machine or connected via a discharge chute and screen separator. The separation screen mesh size must be selected to allow media to pass through while retaining finished parts. Accurate media-part separation is important at high production volumes because retained media fragments in the final part batch can cause quality problems in plating or assembly.
Automated separation with a vibrating screen separator ensures consistent throughput and reduces manual handling. For large batch operations, continuous separation with automatic media return to the bowl is a common configuration in high-volume fastener finishing lines.
Washing and Drying After Batch Finishing
Fasteners finished in a wet vibratory process carry residual compound, fine abrasive particles, and moisture when they exit the machine. Parts destined for plating, phosphating, or coating require thorough washing before surface treatment. Residual compound left on parts can interfere with coating adhesion and cause plating defects.
Industrial washing systems using pressure washing or spray rinsing with clean water are commonly used after vibratory finishing. For parts requiring rapid drying without rust formation, heated vibratory dryers using corncob or walnut shell drying media can dry large quantities of steel fasteners quickly and consistently. Proper drying is particularly important for steel fasteners that will be stored before plating, since wet or damp parts can develop surface rust within a short time at ambient conditions.
Automation Options for Fastener Finishing Lines
High-volume fastener production lines typically integrate batch finishing fasteners into a continuous or semi-continuous automated workflow. In a typical automated configuration, parts are loaded into the vibratory machine in measured batches, processed for a set cycle time controlled by a timer or PLC, discharged through an integrated separator, conveyed to a washing station, and transferred to a drying unit before moving to the plating or packaging stage.
PLC recipe control allows operators to store process parameters for different fastener types, ensuring consistent results across production shifts without manual adjustment. Sensor monitoring of compound concentration, water flow, and machine vibration can be integrated to detect process deviations early. For very high-volume operations, multiple finishing machines running in parallel with centralized compound dosing and shared separation systems can significantly increase throughput without proportional increases in labor.
Selecting the Right Machine Size
Machine volume selection depends directly on batch size and required cycle throughput. For a production line processing several hundred kilograms of fasteners per shift, a medium-capacity circular vibratory machine in the range of 200 to 400 liters working volume is commonly appropriate. Larger operations may require machines with 600 to 1200 liters or multiple machines running in sequence or parallel.
Selecting a machine that is too small for the production volume forces multiple shorter batches, increases labor requirements, and reduces efficiency. Selecting a machine that is too large for the typical batch size results in underloading, which increases part damage risk and reduces finishing uniformity. Machine sizing should be matched to the planned production volume, part weight per unit, and target cycle time.
Frequently Asked Questions
Can different fastener materials be processed in the same batch?
Mixing steel and aluminum fasteners in the same batch is generally not recommended. Differences in hardness, density, and surface chemistry can cause aluminum parts to be damaged by heavier steel parts, and cross-contamination of abraded material can affect surface quality on both materials. Materials with similar hardness and density can often be co-processed if part geometry is compatible.
How many fasteners can be processed in one batch?
The number depends on the machine volume, part size, and part weight. A 400-liter vibratory machine loaded at a standard fill ratio may process several thousand small fasteners such as M6 or M8 bolts in a single cycle. Larger or heavier fasteners reduce the quantity per batch proportionally. Exact batch quantities must be determined through load ratio calculations and sample testing.
What surface roughness can be achieved on steel fasteners?
Typical results for steel fastener deburring with ceramic media range from Ra 0.8 to Ra 2.5 micrometers depending on initial surface condition, media grade, and cycle time. Finer polishing stages with plastic or burnishing media can achieve lower Ra values. Actual results depend on application conditions and must be confirmed through sample testing and process validation.
Is vibratory finishing suitable for threaded fasteners?
Yes, vibratory finishing is widely used for threaded fasteners. The key requirement is that media size and shape are selected to prevent lodging inside thread profiles or blind holes. Cylindrical or angle-cut media in appropriate sizes typically passes over thread surfaces without becoming trapped while still providing effective deburring and edge conditioning on exposed surfaces.
Conclusion
Batch finishing fasteners with vibratory technology is a well-established, scalable approach for deburring, edge rounding, and surface conditioning of thousands of parts per cycle. The engineering decisions that determine process success are media type and size, load ratio, compound selection, cycle time, amplitude setting, and integration of separation, washing, and drying steps. Each of these variables interacts with the others, which means that process development through sample testing is essential before committing to production parameters. For manufacturers processing high volumes of steel, stainless steel, or aluminum fasteners, a correctly configured circular vibratory finishing system offers consistent surface quality, low labor input, and repeatable results that support downstream plating and assembly operations. Automation through PLC recipe control and integrated material handling further reduces variability and increases throughput in demanding production environments.
Sorry, the comment form is closed at this time.