

15 Jul Manual Deburring vs Automated Deburring
The choice between manual deburring vs automated deburring is one of the most consequential process decisions in metal component manufacturing. It affects surface quality consistency, cycle time, labor cost, and the ability to scale production without introducing quality variation. Both approaches serve legitimate engineering purposes, but they differ significantly in repeatability, throughput capacity, and long-term cost structure. Understanding the technical boundaries of each method allows production engineers and process planners to allocate them correctly across part families and production volumes.
In This Article
Defining the Two Methods
Manual deburring refers to the removal of burrs, sharp edges, and surface irregularities by a human operator using hand tools such as files, scrapers, abrasive stones, brushes, or rotary die grinders. The result depends directly on operator skill, attention, and fatigue level. Manual deburring is inherently variable and difficult to standardize across shifts or operators.
Automated deburring uses machines to apply controlled mechanical energy to parts through abrasive media, abrasive brushes, or mechanical contact. Common automated methods include vibratory finishing, centrifugal disc finishing, drag finishing, and robotic brushing. These machines apply consistent process conditions across large part quantities, removing burrs and rounding edges according to defined process parameters rather than operator judgment.
Where Each Method Applies
Manual deburring remains appropriate for low-volume production, prototype work, large or complex assemblies that cannot be loaded into a machine, parts with very tight access geometry, or situations where selective treatment of specific features is required. A skilled operator can target a specific edge or internal channel that a machine cannot reliably reach.
Automated deburring is the engineering-preferred choice for medium to high production volumes, parts with repeatable geometry, and applications where consistent edge rounding or surface finish is a quality requirement. In CNC machining, automotive component production, fastener manufacturing, aerospace structural parts, and medical device manufacturing, surface consistency is a documented quality parameter. Automated processes provide the repeatability that manual methods structurally cannot.
Manual Deburring vs Automated Deburring: Core Technical Comparison
The fundamental engineering difference between the two methods lies in process control. Manual deburring has no defined process parameters. The operator controls pressure, direction, tool selection, and dwell time based on visual judgment. This produces acceptable results for one-off parts but creates unacceptable variation across production batches.
Automated deburring operates within defined parameters: machine amplitude or rotational speed, media type and size, compound concentration, water flow rate, and cycle time. These parameters are set, recorded, and repeated. The result across a batch of one hundred or one thousand parts is statistically consistent, which supports quality documentation and process validation requirements common in regulated industries.
| Criterion | Manual Deburring | Automated Deburring |
|---|---|---|
| Repeatability | Low, operator-dependent | High, parameter-controlled |
| Throughput | Low to moderate | High |
| Labor requirement | High, skilled labor | Low, machine-supervised |
| Surface consistency | Variable across operators and shifts | Consistent across batches |
| Edge rounding control | Difficult to standardize | Controllable via cycle time and media |
| Setup cost | Low | Moderate to high capital investment |
| Per-part cost at volume | High | Low |
| Part geometry flexibility | High for complex or large assemblies | Best for batch-compatible geometries |
| Process documentation | Difficult to standardize | Parameter-recordable and auditable |
Process Variables in Automated Deburring
In vibratory finishing, the primary process variables are machine frequency and amplitude, which control media movement intensity and the contact force between media and parts. Higher amplitude increases cutting action but raises the risk of part-on-part impact damage for delicate components. Media size and shape must be selected to match part geometry so that media does not become lodged in holes, slots, or internal channels.
Compound type and concentration directly influence whether the process cuts aggressively, polishes, or cleans. For steel and stainless steel parts, ceramic media combined with a deburring and polishing compound such as KAYAKOCVIB 943 liquid provides effective burr removal and surface refinement. For aluminum or softer alloys, plastic media is generally preferred to avoid aggressive material removal, and a compound such as KAYAKOCVIB 085 liquid is appropriate for controlled deburring and polishing. Mixing aluminum and steel parts in the same finishing batch is not recommended because the different densities and surface hardness values lead to inconsistent results and potential surface damage.
Cycle time is the simplest control variable. Longer cycles produce more aggressive edge rounding and finer surface finish, up to the point where the media type is no longer cutting effectively. Actual cycle times depend on part material, burr size, starting surface condition, and required final surface quality, and must be confirmed through sample testing before production release.
Machine Selection Logic for Automated Deburring
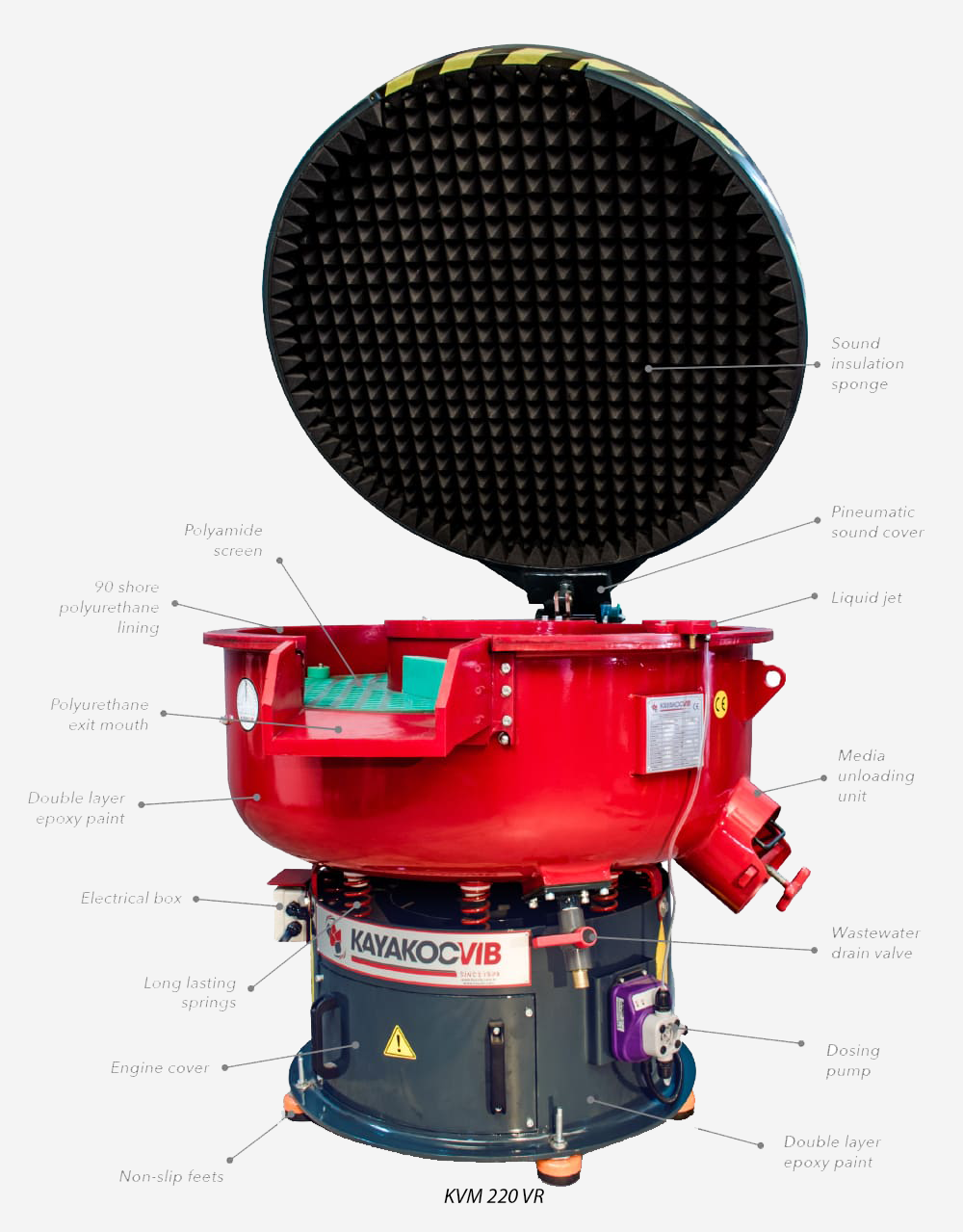
Machine type selection follows part geometry, size, and production volume. Circular vibratory finishing machines, such as the KAYAKOCVIB KVM series, are well suited for small to medium parts in batch quantities. They provide uniform media flow around the trough, consistent part exposure, and scalable batch sizes. These machines are commonly used in CNC machining shops, fastener production, stamped parts finishing, and general industrial deburring applications across steel, stainless steel, and aluminum part families.
For long or large parts that do not fit well in a circular machine without risk of collision or uneven media coverage, trough vibratory machines are the appropriate alternative. For very small, high-precision parts requiring short cycle times and high surface quality, centrifugal disc finishing machines provide higher process intensity than standard vibratory machines and are used in medical device and precision aerospace component finishing.
Part separation from media after the finishing cycle requires a separator machine. Wet parts from vibratory finishing typically require drying, which can be handled by a vibratory dryer. In production lines where washing is required to remove compound residue, chips, or oil before or after finishing, inline washing systems or ultrasonic cleaning units may be integrated into the line.
Surface Quality Factors
Surface quality after automated deburring depends on the combination of media cut grade, compound chemistry, process intensity, and cycle time. A rougher ceramic media produces faster burr removal but a coarser surface texture. Finer media or a polishing-grade plastic media produces a smoother final surface but requires longer cycles or multiple sequential process stages.
For applications where a defined surface roughness Ra value is required, the process must be validated through sample testing with measurement. Automated deburring can achieve consistent surface finish results within a defined range, but the specific Ra values achievable depend on part material, starting surface condition, media selection, and cycle parameters. Claiming a specific Ra value without process validation is not technically sound.
Manual deburring typically leaves surface texture variation that reflects tool marks, directional scratching, and non-uniform edge profiles. This is often acceptable for non-functional surfaces or prototype parts but is not acceptable for sealing surfaces, precision mating faces, medical implant surfaces, or aerospace structural components where surface condition is a safety or functional requirement.
Industrial Automation Integration
Automated deburring becomes most cost-effective when it is integrated into a production line rather than operated as a standalone batch process. In a complete automated finishing line, parts move from the machining or stamping station through a loading system into the finishing machine, then through separation, washing, drying, and unloading, all with minimal manual handling. This reduces labor cost per part, eliminates variation introduced by manual handling, and allows continuous production flow.
KAYAKOCVIB automation systems can be configured to integrate vibratory finishing machines with separators, washing units, and dryers in a controlled sequence. The specific configuration depends on part size, production rate, washing requirements, and the need for wastewater treatment or water recycling. High-volume production lines with wet finishing processes typically require a wastewater treatment system to manage compound-laden process water in compliance with local discharge regulations.
Transition Criteria: When to Move from Manual to Automated
The decision to transition from manual deburring to automated deburring is primarily driven by production volume, quality requirements, and labor cost analysis. The following factors indicate that automation is technically justified.
- Production volume exceeds the capacity of manual operators without quality degradation.
- Surface finish or edge condition is a documented quality requirement with inspection criteria.
- Operator-to-operator variation is producing rejections or rework.
- Labor availability is a constraint on production rate.
- Part geometry is repeatable and compatible with batch processing in a vibratory or centrifugal machine.
- Downstream processes such as coating, plating, welding, or assembly are sensitive to surface condition.
Manual deburring remains justified when production volumes are low, parts are too large or geometrically complex for batch machine processing, or selective edge treatment is required that cannot be addressed by a media process. For prototype work or one-off custom parts, manual methods are practical and cost-effective.
Frequently Asked Questions
Can automated deburring replace manual deburring completely?
In most medium to high volume production environments, automated deburring can handle the majority of standard part families. However, large assemblies, parts with very tight internal geometry, or parts requiring selective treatment of specific features may still require manual finishing for those specific areas. The two methods are often used in combination rather than as strict alternatives.
What media should be used for aluminum parts in automated deburring?
Plastic media is generally recommended for aluminum parts because it is less aggressive than ceramic media and reduces the risk of surface damage on softer materials. The specific media shape and cut grade should be selected based on part geometry and the level of burr removal required. Process validation through sample testing is necessary before committing to production parameters.
How is cycle time determined for automated vibratory deburring?
Cycle time is determined through sample testing. Starting parameters are set based on part material, burr size, and target surface condition, and the cycle is adjusted until the desired result is achieved. Actual cycle times vary widely depending on part geometry, media selection, machine amplitude, and compound concentration, and cannot be reliably estimated without physical process testing.
Is automated deburring suitable for medical or aerospace parts?
Automated deburring is widely used in both industries, but the process must be validated against the applicable quality and surface condition requirements for each part. Centrifugal disc finishing or drag finishing may be preferred over standard vibratory finishing for high-precision or high-value parts. Any surface finish claims must be supported by measurement data from process validation.
Related Machine and Process Resources
Related Video Demonstration
Conclusion
The decision between manual deburring vs automated deburring is an engineering decision based on production volume, surface quality requirements, part geometry, and long-term cost structure. Manual deburring offers flexibility for low-volume, complex, or oversized parts, but it cannot provide the repeatability or throughput that modern manufacturing increasingly demands. Automated deburring, when correctly specified with the appropriate machine type, media selection, and process parameters, delivers consistent surface quality across production batches at a lower per-part cost. For manufacturers evaluating this transition, the practical starting point is sample testing with a machine appropriate to the part family, followed by documented process validation before production release.
Sorry, the comment form is closed at this time.