

05 Jul Vibratory Finishing Mistakes to Avoid
Vibratory finishing mistakes are more common than most production engineers expect, and the consequences range from inconsistent deburring to part damage, excessive media wear, and unacceptable surface quality. Whether the process is running on a circular vibratory machine for CNC-machined steel components or a trough-type machine for long aluminum extrusions, the root causes of process failure typically fall into a small number of identifiable categories. Understanding these categories allows engineers to diagnose problems faster, reduce scrap, and stabilize cycle times without unnecessary trial and error.
In This Article
Why Vibratory Finishing Processes Fail
Vibratory finishing relies on the controlled relative motion between media and parts to achieve deburring, edge rounding, surface smoothing, or polishing. When any of the key variables fall outside their effective range, the process either underperforms or causes damage. The most frequent failure modes in industrial vibratory finishing are not random. They follow predictable patterns tied to media selection, compound dosing, machine loading, process parameters, and part handling decisions made before and after the machine cycle.
Recognizing these patterns early prevents process engineers from chasing symptoms instead of addressing root causes. A machine that produces inconsistent results in week three of production is rarely a machine failure. It is almost always a process discipline failure.
Mistake 1: Incorrect Media Selection for the Base Material
Media selection is the most consequential decision in vibratory finishing, and it is also the most frequently misunderstood. The most common error is applying ceramic media to aluminum or zamak parts by default, because ceramic is the most widely available and familiar choice. Ceramic media carries significant cutting energy and is well suited for steel, stainless steel, and iron parts where heavy burr removal and surface stock removal are needed. Applied to softer aluminum or zamak, ceramic media at standard process intensity will scratch the surface, cause excessive material removal, and frequently produce embedded ceramic particles in soft base materials.
For aluminum and zamak components, plastic media is generally the correct starting point. Plastic media provides controlled, gentler cutting action appropriate for softer substrates. Using a suitable deburring and polishing liquid designed for non-ferrous metals, such as an 085-type finishing compound, supports both deburring and surface brightening without aggressive surface attack.
For steel and iron parts, ceramic media is appropriate and effective. A compound such as a 943-type deburring and polishing liquid combined with a 028-S degreasing liquid supports the process chemistry for ferrous materials. For copper, brass, and yellow metals with heavy oxide or scale contamination, an acidic degreasing compound such as a 028-type liquid is more suitable because it also handles surface contamination during the cycle.
The practical rule is simple: match media hardness and cutting aggression to the base material hardness. Never select media based on what is currently in stock unless it is verified against the target material and surface condition.
Mistake 2: Wrong Media Shape and Size for Part Geometry
Even when the correct media type is selected, wrong shape or size causes significant problems. Media that is too large relative to internal features, small holes, or recesses will skip these areas entirely, leaving burrs and rough surfaces in locations where finishing is most needed. Media that is too small relative to the part body may lodge inside holes, slots, or recessed geometry and require manual removal after every cycle, creating a production bottleneck.
The selection logic for media shape follows the geometry of the part. Triangular, cylindrical, and angle-cut shapes are generally effective for general deburring and surface treatment of external geometry. Smaller media profiles are selected when internal passages or fine recesses need to be reached. Larger media is selected when lodging risk in part features must be eliminated entirely.
A practical check before production release is to run a short test batch, fully drain and inspect the load, and verify that no media pieces remain inside part features. If lodging occurs during sample testing, adjust the media size upward or change the shape profile before scaling to production volumes.
Mistake 3: Incorrect Compound Dosing and Water Flow
Compound and water management is a frequently underestimated source of process inconsistency. Both insufficient and excessive compound dosing produce poor results, but for different reasons. Too little compound means inadequate lubrication and cleaning action. The process runs dry or nearly dry in terms of chemistry, which causes part-to-part friction, surface scratching, and inconsistent deburring. Too much compound creates excessive foam, reduces media-to-part contact efficiency, and can leave chemical residues on part surfaces that interfere with downstream processes such as coating or plating.
Water flow rate must be balanced against compound dosing. In wet vibratory finishing, water continuously flushes removed material, worn media particles, and used compound out of the machine. If water flow is too low, the bowl accumulates swarf and used compound, which acts as a damping layer and reduces cutting action. If water flow is too high relative to compound dosing, the compound concentration drops below effective levels and the process chemistry is diluted.
The correct approach is to establish baseline dosing rates from the compound supplier recommendation for the specific part material and media combination, and then validate these rates through sample testing and surface quality inspection. Dosing rates should be reviewed periodically, especially when media volume decreases due to wear, because the effective media-to-part ratio changes as the media wears down.
Mistake 4: Incorrect Machine Loading
Overloading and underloading the vibratory machine are both common vibratory finishing mistakes that produce poor results through completely different mechanisms. Overloading reduces the free space needed for effective media and part circulation. When the machine is overloaded, parts contact each other more frequently than they contact media. This causes part-to-part impingement damage, particularly on edges, corners, and finished surfaces. It also reduces the effective deburring action because media cannot reach all part surfaces consistently.
Underloading reduces the mass ratio between media and parts, which reduces the cutting pressure applied to part surfaces. The process becomes too gentle and cycle times extend significantly to achieve the required surface condition. In some cases, underloaded machines produce uneven results because parts move erratically without sufficient media support.
The standard industrial guideline is to maintain a media-to-part ratio that keeps the machine bowl loaded to approximately 80 to 90 percent of working capacity, with media representing the majority of the volume. Actual ratios depend on part geometry, part weight, and required surface condition, and require validation through production testing. For delicate or thin-walled parts, the ratio should shift further toward media to reduce impingement risk.
Mistake 5: Ignoring Process Parameter Drift Over Time
Many vibratory finishing problems do not appear at the start of production. They develop gradually as media wears, compound suppliers change formulations, water quality shifts seasonally, or machine components develop wear. Production teams that set parameters at initial setup and never review them are vulnerable to gradual quality drift that goes undetected until customer complaints or rejection rates escalate.
Media wear is the most predictable drift factor. As ceramic or plastic media wears, individual media pieces become smaller and rounder. Cutting action decreases and surface Ra values may improve in some cases, but deburring effectiveness on heavier burrs drops. Cycle times must be extended, or fresh media must be added to maintain process output. Monitoring media volume and condition at regular intervals, typically weekly or biweekly depending on production volume, is a basic process control requirement.
Vibration amplitude and frequency are machine parameters that can drift due to worn springs, unbalanced eccentric weights, or motor bearing wear. A machine running at reduced amplitude produces less media circulation and slower surface treatment. Periodic vibration checks using simple measuring tools provide early warning before quality problems appear in finished parts.
Mistake 6: Mixing Incompatible Materials in the Same Batch
Running aluminum and steel parts together in the same vibratory finishing batch is a common mistake in general manufacturing environments where production scheduling pressure leads to shortcuts. Steel parts are significantly harder than aluminum parts. During the process, harder steel edges contact softer aluminum surfaces and cause mechanical damage that no compound or media adjustment can prevent. The result is surface scratches, dents, and edge damage on the aluminum parts that requires rework or results in scrap.
Similarly, mixing parts with significantly different weights creates impingement risk for lighter parts that cannot withstand contact force from heavier parts during the tumbling cycle. Part segregation by material family and weight class is a non-negotiable process discipline in any production environment where surface quality matters.
Mistake 7: Inadequate Separation and Post-Process Handling
The vibratory finishing cycle ending does not mean the process is complete. Parts must be separated from media cleanly, rinsed if wet finishing was used, and dried before downstream processes. Inadequate separation leaves media fragments mixed with finished parts, which causes downstream problems including tool damage in assembly, coating defects from trapped particles, and dimensional non-conformance in precision assemblies.
Parts left wet after vibratory finishing are vulnerable to flash rust in the case of steel, and to water staining in the case of aluminum and other non-ferrous materials. Integrating a drying stage, whether a vibratory dryer or a drying system matched to part geometry, is part of a complete finishing line design, not an optional addition.
Automated finishing lines that integrate a vibratory machine, separator, washing station, and dryer in a continuous sequence reduce operator handling errors, improve consistency, and eliminate the variability introduced by manual post-process steps. For high-volume production of CNC machined parts, fasteners, or automotive components, this level of integration is standard practice in efficient operations.
Diagnosis Checklist for Common Process Problems
| Symptom | Most Likely Root Cause | Corrective Action |
|---|---|---|
| Parts scratched after cycle | Media too aggressive, part-to-part contact, overloading | Switch to softer media, reduce load volume, check part-to-media ratio |
| Burrs remain after full cycle | Media too gentle, compound insufficient, media worn | Switch to more aggressive media, increase compound dose, add fresh media |
| Media lodging in part features | Media too small relative to part holes or slots | Increase media size or change shape profile |
| Surface staining after drying | Compound residue, insufficient rinse, water quality issue | Improve rinse stage, adjust compound dosing, check water hardness |
| Inconsistent results batch to batch | Media wear drift, compound dosing variation, loading variation | Standardize loading procedure, monitor media volume, check dosing pump |
| Excessive cycle time | Underloading, media worn, vibration amplitude reduced | Check machine settings, replenish media, verify amplitude |
Process Validation Before Production Release
A structured process validation sequence prevents most vibratory finishing mistakes from reaching serial production. Before releasing a new finishing process to production, engineers should confirm the following points through sample testing with actual production parts.
- Media type and size are confirmed as non-damaging for the base material and part geometry.
- Compound type and dosing rate are validated for the required surface condition and downstream process compatibility.
- Machine load volume and media-to-part ratio are documented and reproducible.
- Cycle time is confirmed to achieve the required surface quality without over-processing.
- Separation is clean with no media lodging confirmed after the test cycle.
- Post-process rinsing and drying are integrated into the cycle and validated for corrosion prevention.
- Vibration amplitude and frequency are recorded as a baseline for future maintenance checks.
Documenting these parameters as a process specification, rather than relying on operator experience alone, is the foundation of consistent long-term process performance. Any deviation from specification during production should trigger a review of the affected parameter rather than a cycle time adjustment by default.
Frequently Asked Questions
What is the most common cause of part damage in vibratory finishing?
The most frequent cause of part damage is overloading the machine, which increases part-to-part contact and reduces the buffering effect of media between parts. Using media that is too aggressive for the base material is the second most common cause.
How often should media be replaced or replenished in a vibratory finishing system?
Media wear rate depends on media type, compound aggressiveness, part material, and cycle frequency. In typical production environments, media volume should be monitored weekly and replenished when total volume has decreased by 10 to 15 percent from the original loaded volume. Full media replacement depends on the degree of size reduction and shape change, which affects both cutting action and lodging risk.
Can aluminum and steel parts be processed together in the same vibratory finishing batch?
No. Mixing aluminum and steel parts in the same batch causes surface damage to the aluminum components due to mechanical contact with harder steel edges. Parts should always be segregated by material family and processed separately with the correct media and compound for each material type.
Why does surface quality vary between batches even when the same settings are used?
Batch-to-batch variation most commonly results from media wear drift, inconsistent loading volume, compound dosing variation, or gradual changes in machine vibration amplitude due to component wear. Establishing documented process specifications and conducting periodic checks on media condition and machine performance reduces this variability significantly.
Related Process Equipment
Related Video Demonstration
Conclusion
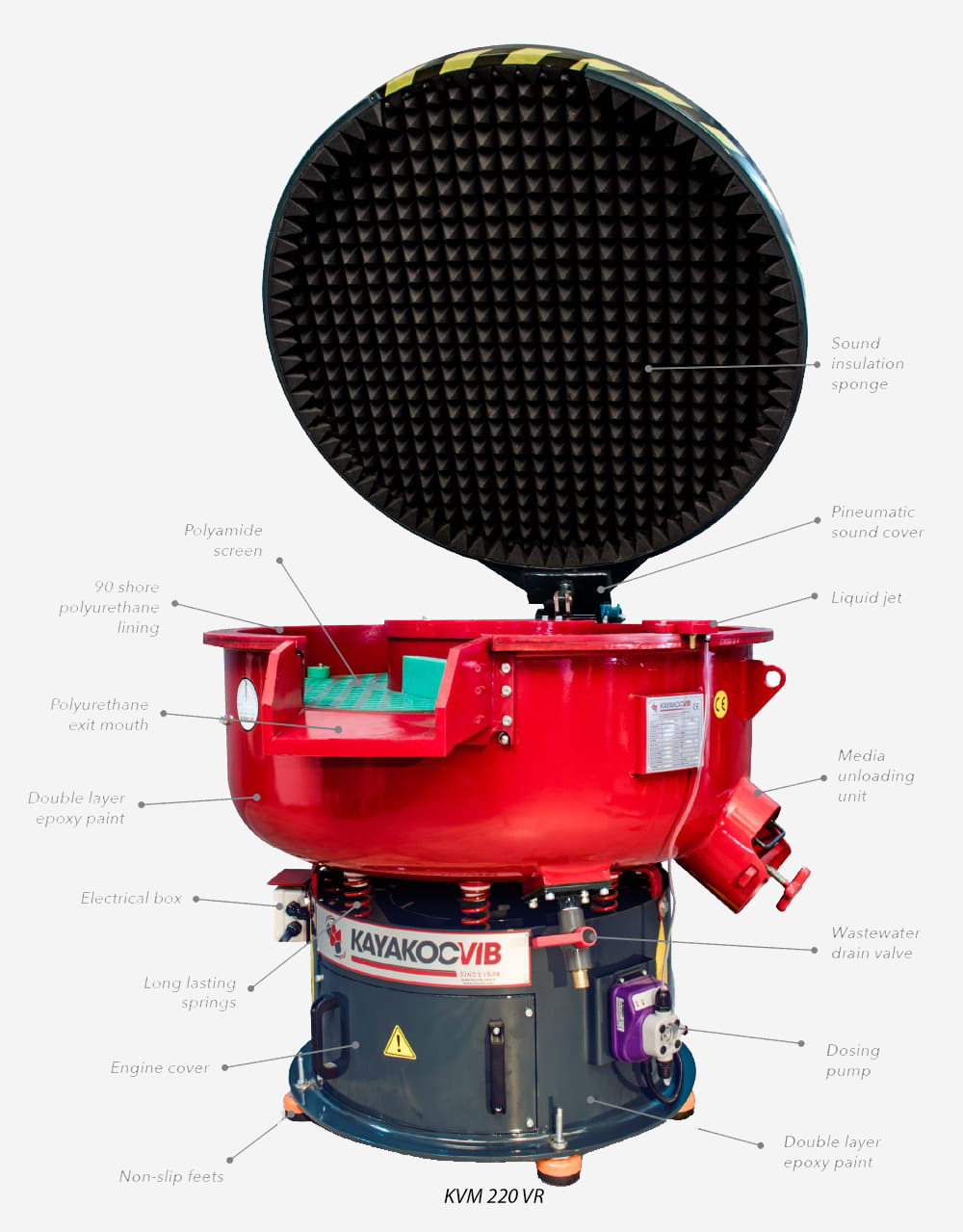
Eliminating vibratory finishing mistakes requires treating the process as an engineered system rather than a background production activity. Each variable, from media type and size to compound dosing, machine loading, vibration parameters, and post-process handling, affects the final surface quality in ways that are predictable once the root cause logic is understood. For engineers working with CNC machined parts, automotive components, fasteners, or aerospace parts processed on circular or trough-type vibratory machines such as the KAYAKOCVIB KVM or TVM series, the path to consistent results runs through disciplined parameter selection, validated process specifications, and regular process monitoring. Addressing these areas systematically is more effective than any single equipment or media change, and it is the only reliable foundation for stable long-term finishing performance.
Sorry, the comment form is closed at this time.